

全自动收缩机的应用概率是最理想的,其应用效果也是客户反馈最满意的。但是,相对来讲,设备的有关安全操作也是最需要使用者注意的。下面贤集网小编为大家分享热收缩包装机械的使用技巧、常见故障处理及应用案例。
热收缩包装机械的使用技巧一、输送带的选择
网式-输送带
不锈钢网带输送结构,主要是针对小件产品的热收缩包装。属于通用化的热收缩包装机结构配置之一。对于纸盒、文具、日用品、小饰品、灯具等等,都能够包装出非常好的效果,任意摆放的、形状不规则产品,一般都不影响收缩包装效果。本结构一般不适用太重的产品;不锈钢网导热快,容易在接触面留下一些网纹,因此对于效果要求比较高的精品、工艺品建议用耐高温铁氟龙网带结构。
链式-输送带
链式输送带结构,主要针对产品比较重的、大件的物品作热收缩包装。对于一些圆柱形物品,借助两根滚针的间隔距离托住,能够让产品随着滚针运行而滚动,收缩膜受热更均匀,收缩效果特别好;平放在上面的被收缩产品,也可以随着滚针的滚动运行而产生推动前移,减少了滚针接触面留下印痕现象。整体收缩效果实现平整、光滑。(注:对于通用的热收缩包装机,太重的产品很难实现滚针推动和平移的效果)。
特氟龙网式输送带
耐高温铁氟龙网带输送结构,主要是针对收缩效果要求高,不允许接触面留下纹路、印痕的产品收缩包装。既能适合很小的产品,又不烫伤薄膜,是现在市场上最佳的热收缩机网带。
热收缩包装机械的使用技巧二、温度控制
温度对热缩收缩效果的影响
如果收缩后有皱纹,即有可能是温度过低,可通过温控表调节,提高温度,看皱纹严重与否一般是设置+5℃至+10℃,然后等2-3分钟时间再试,如果还不够温度再继续尝试递加和试收缩。如果收缩后出现破裂等过收缩情况,即温度过高,视破裂的严重情况在温控表中降低温度,隔2-3分钟再试。
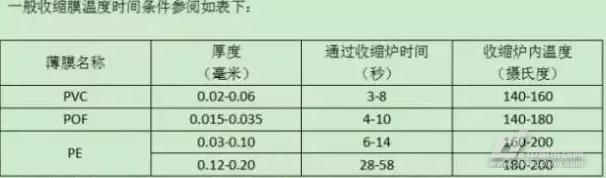
常用收缩膜的热缩温度表
热收缩包装机械的使用技巧三、速度控制
收缩机的传送速度
炉膛温度稍微偏低时,反时针旋转电机速度调节旋钮,使传动速度减慢,等于适当加长了收缩膜在炉膛的受热时间,防止收缩膜受热收缩时间太短导致的收缩不完全出现的褶皱;亦可通过速度调节旋钮,使炉膛温度偏高时产品正在炉膛内快速通过,缩短收缩膜在炉膛的时间,防止过度收缩导致的收缩膜裂开。达到满意的收缩包装效果。(如果使用PE收缩膜的包装时,对于效果的判断,还需要考虑机器末端的冷却风机组的风量和吹风角度)
风机的风量和速度
收缩机的风机有平衡炉道内的热风温度的作用,开启后形成旋转气流(热风),使被包装的产品表面收缩膜达到收紧的效果。风速过大或者过小会出现收缩膜过度收缩或松弛皱褶现象。因此,对于收缩效果的调试,我们在考虑完炉膛温度和输送速度时,也应该考虑到风机风速的因素。需要选择风机功率达标,风叶直径和安装位置是否恰当。如果产品比较小而轻,可以适当减慢风速,装上小一点的风叶甚至更换功率小一些的风机。个体大的产品,或者导热快的金属产品,适当用大一些风速、风量的风机及风叶。
热收缩包装机常见故障处理
1、输送网不转:输送开关失灵,调换;调速控制板坏,调换;电位器坏,调换;输送电机损坏,调换;输送机构卡住,检查后排除故障;
2、热收缩机机热风电机不转:热风开关损坏,调换;电机损坏,调换;

3、热收缩包装机容易在中心柱积料发生原因:热收缩包装机收缩包装不良、热收缩包装机的尺寸和中心柱的设计尺寸不符合、套标机没有调整好,选择稳定性高、好调整并且对热收缩包装机尺寸的误差允许度高的套标机,收缩机品质入厂控管;
4、热收缩包装机套标不准,不能在制定位置进行套标,原因:套标机没有调整好或者热收缩包装机有静电,解决方法:选择稳定性高、好调整并对收缩机静电干扰低的套标机,加强操作人员的技术培训,使用静电消除设备。
热收缩包装机应用案例
我们平常吃的是袋装黑芝麻糊,现在还有更加便捷的杯装黑芝麻糊。和杯装奶茶一样,杯装黑芝麻糊的包膜需要用到收缩包装机。
进料,入袋,封切,收缩自动完成,杯装黑芝麻糊就是在杯面包上一层膜,紧贴杯身,看起来比较精美,而且也有不少企业将打印批号印在包膜上。使用收缩包装机包膜,每分钟可包40件。
收缩包装机包装之后的装箱,封箱,打包也可用自动化包装设备来完成。搭配包装流水线使用,工作效率更高,真正做到释放生产力,让工作更轻松。
以上就是关于热收缩包装机械的使用技巧、常见故障处理及应用案例的相关知识介绍,要达到最好的收缩效果,请记住五个要点:调整温度、调整速度、风速风量、收缩膜质量、炉膛长度。另外收缩膜做好刺孔主要针对于收缩膜全包的情况,当用户的产品需要全包时,收缩膜表面一定要刺一些小孔,这样在收缩时膜里面的气体才能通过小孔散发出来,否则气体都在膜里面,就会出现膜鼓起来的情况。








 QQ交流群
QQ交流群

