

宝钢热轧厂现有HERKULES公司产WS600/450一16×5000型数控磨床一台,承担带轴承箱的Fl一7精轧工作辊的磨削。该磨床zui大加工直径1.2m,zui大加工重量16t,zui大加工长度5m。该类磨床在国内钢铁业冷热轧生产线中广泛应用,采用其自己开发的HCC数字控制系统,软件运行稳定,人机界面友好。但磨床整体刚性略显得不够(针对宝钢2050热轧辊来说)。特别宝钢热轧线大量投入使用Fl一3高速钢工作辊后,使得该磨床状态在高负荷下性能欠佳。
一、床头箱启动力偶矩不够
大直径热轧辊在启动时的驱动力偶矩很大,原设计的床;箱一级传动皮带打滑。大负荷时实测,75kW的床头箱直流电毛启动电流在208A时,电机皮带盘打滑。
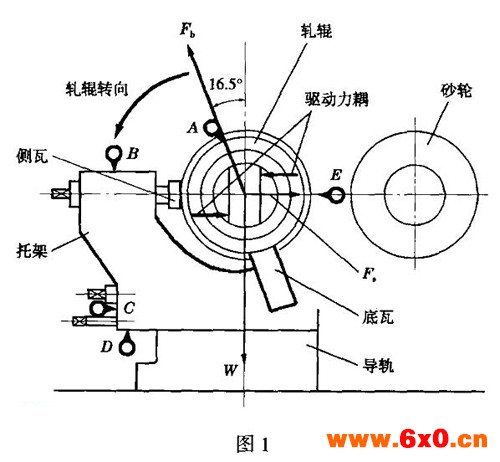
1.托架两托瓦分布形式不合理(图1)
宝钢2050热轧精轧工作辊的zui大重量约为10t,两个轴承座每个约重3t,后者已由两个液压软支撑承担了。因此,作用在轧辊静态时的受力分析如下:
假定重力W=9.81×104N
底瓦支撑力Fb=W/cosl6. 5°= 1. 04 W, N
侧瓦支撑力Fs=W•tgl6.5°=0.296W, N
轧辊旋转时(底瓦处的摩擦因数为μ1,侧瓦处为μ2)则:
底瓦处摩擦力=Fbμ1=1.04 Wμ1 ,N
侧瓦处摩擦力=Fsμ2=0.296 Wμ2 ,N
从而可知,床头箱驱动轧辊旋转的驱动力FD为:
FD (摩擦力之和)=(1.04μ1十0.296μ2) W, N
托架的圆弧半径R=0. 315m,因此轧辊旋转的驱动力偶距T为:
T= FD•R=0.315(1.04μ1+0.296μ2)W,N•m (1)
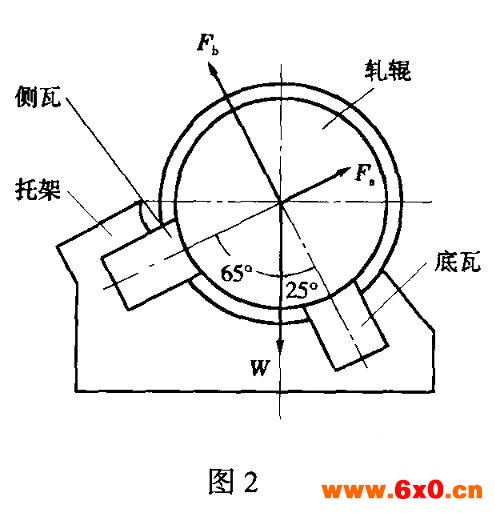
如图1,由于HERKULES公司的轧辊磨床托架采用的托瓦形式为90°侧瓦(与垂直线夹角为90°)和较小倾斜角底瓦(与垂直线的夹角为16.5°)。可见,轧辊重量主要的依靠底瓦承担。如(1)式结果,阻碍轧辊转动的力偶矩集中在底瓦摩擦力偶距上。这是造成床头箱启动力偶矩不够的一个因素。而德国WALDRICH公司生产的同类轧辊磨床,其托架两托瓦分布形式为侧瓦(与垂直线的夹角为65°)和底瓦(与垂直线的夹角为25°见图2。两片托瓦同时承担轧辊重力Fs= W/cos25°=0.91 W, N;Fs= W/sin25°=0.42W,N;阻碍轧辊转动的力偶距分散在两片瓦上,便于轧辊启动。
另外,HERKULE公司90°侧瓦的结构形式,造成托瓦润滑油在瓦的表面很难集聚,而不易与辊颈间形成油膜,因此在实际生产过程中(1WS600/450轧辊磨床性能失效分析和维修式中的μ2 值将很大;16.5°底瓦使用的是干油润滑,与稀油推滑相比(1)式所示的μ1 值也将很大。这也是造成床头箱启动力矩不够的一个因素。而WALDRICH公司的托瓦形式有利于托瓦表面形成油膜,同时两托瓦均采用稀油润滑,减小了启动力偶矩。
2.床头箱传动级数不够
HERKULES公司该型号磨床床头箱采用二级传动结构,一级为皮带传动,二级为链条传动。各级传动轮之间的直径值相差很大,但传动轴之间距离却很近,造成皮带的包角很小,损失了一部分转矩。因此,虽然床头箱电机功率为75kW,但传动比过小,传递到花盘的转矩不够,是造成床头箱启动力偶矩不够的另一个因素。而WALDRICH公司生产的同类轧辊磨床,床头箱采用三级皮带传动结构。床头箱电机功率虽为50kW,但其传动比大,传递到花盘的的转距反而大很多。
3.改善维修
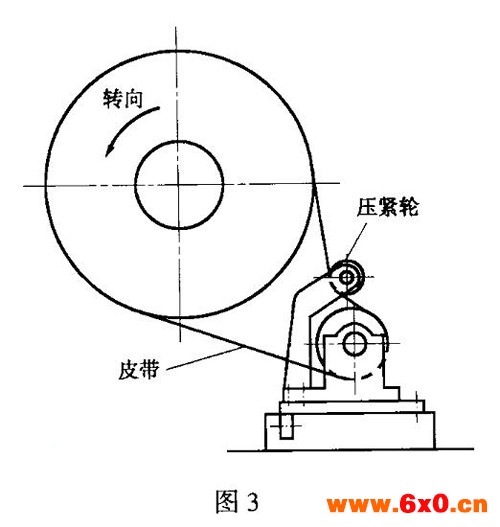
轧辊驱动力偶矩不够,zui好的解决办法是:在三角皮带的松边增加一套压紧轮装置(压紧轮直径l00mm)如图3所示,使电机皮带的包角增加到180°,并将原XPA3000的三角皮带更换成XPA3150,可以有效提高传动效率,避免启动时电机打滑现象。
同时改变原托架托瓦的出油方式,有效地降低(1)式中μ1和μ2的值,从而降低轧辊启动时的阻力矩。采取的措施是:(1)将原托瓦外部滴油方式改为瓦内出油方式并开油槽,以提高润滑油的滞留时间,便于形成油膜降低摩擦力。(2)增加油管,将原底瓦干油润滑方式改为稀油润滑。
二、轧辊磨削圆度超标
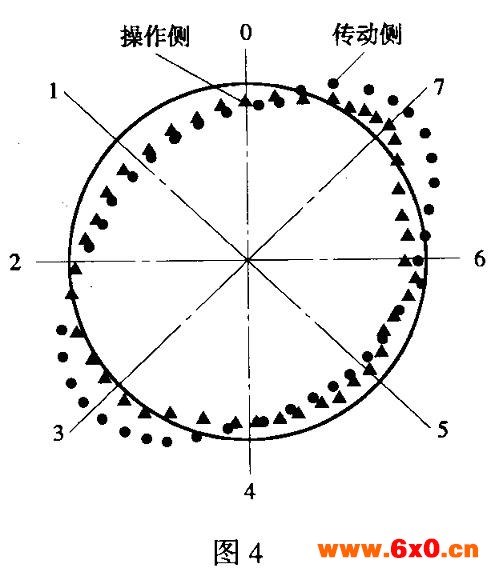
磨削后轧辊传动侧的圆度偏差远大于轧辊辊颈圆度偏差。当轧辊辊颈圆度不佳时,磨削后轧辊传动侧圆度偏差容易超过0.1mm(同类轧辊磨床该值一般<0.05mm),且圆度偏差曲线始终呈椭圆形规律(如图4)。
1.分析
为确定磨不圆的根源,在转动轧辊时,对支撑轧辊托架各主要部位用百分表来测量振幅,参照图1,其结果为:A为0.02mm;B为0.02mm;C为0mm;D为0.02mm;E为0.06mm。这些都是辊振动的来源。
轧辊支撑辊颈圆度是轧辊磨削时的基准,该圆度直接影响轧辊磨削后的圆度。而左右托架刚度和与辊径接触精度也将直接影响轧辊的磨削圆度。从检查的结果看,左右托架的刚性和精度是较差的。而E处的振幅是轧辊圆度误差的主要来源。这与HERMES磨床90°侧瓦,底瓦仅为16.5°斜角的结构有关。磨床花盘夹头为扁平夹头,驱动时与轧辊扁头点接触,两头垫有多片碟形弹簧,缓冲驱动力。因此必然产生一对驱动作用力偶,向左的力偶基本由侧瓦抵挡,而向右的力偶只有底瓦来抵挡。托架与床身的间隙、侧瓦丝杆的间隙、瓦面的弧度等都将影响E处的振幅大小。可见,驱动力偶会使轧辊每旋转一周作两次向右的振摆。实测E处振幅数值达0.06mm,直接造成轧辊磨削后圆度超标。另外,椭圆形的磨后轧辊圆度偏差曲线,也印证了E处振幅偏大(一般磨后轧辊圆度偏差曲线应呈偏心不规则圆型)。
2.改善维修
为提高圆度,采取以下措施:(1)铲刮磨床床身导轨面与托架接触面,要求每25mm ×25mm面积上的接触点均匀地达到12点。(2)铲刮巴氏合金托瓦,改善托瓦的弧面和轧辊辊颈的接触面。通过带轧辊旋转,检验铲刮效果。(3)更换侧瓦丝杆,并校验新丝杆自由间隙。修磨侧瓦压板内表面,确保侧瓦稳定固定。(4)更换花盘夹头碟形弹簧,合理调整夹头与轧辊扁头间隙。
经过以上维修后,实测E处的振幅降低到0.01~0.015mm。使连续磨削了12件轧辊后,轧辊圆度有了较大提高,圆度误差在0.03mm以内和0.05mm以内的各有6件。
三、磨后轧辊表面容易产生振痕
1.分析
磨削过程中,往复台振动明显,轧辊表面容易产生振痕。外圆磨床加工工件,表面产生振痕一般与砂轮主轴的刚性和轴承间隙有关。因此检查砂轮主轴的轴向和径向间隙。发现砂轮主轴与轴承的径向间隙达0. 25mm。该值明显偏大(出厂要求为0.1mm),这正是产生振痕的主要根源。
2.改善维修
解体砂轮主轴,在精密外圆磨床上对主轴的前后轴颈处作超精磨加工(磨削量0. 05mm),磨后圆度和圆柱度误差都在0.002mm以内,表面粗糙度为Ra0.02μm。另用胶木研磨轴,长度为前后轴颈总距离再加250mm,也在精密磨床上精磨两个轴颈处,其尺寸为砂轮主轴轴颈精加工后实测尺寸加0.08mm。然后,调整主轴轴承的内孔,使其尺寸比实际主轴轴颈尺寸小0.05mm。逐步刮研主轴承的内孔,使研磨轴与轴承内孔的接触点数每25mm×25mm在12点以上。此时轴承与砂轮主轴的实际间隙在0.lmm以内。zui后,用煤油彻底清洗轴承内孔及全部轴承副,至少洗两次,以保证间隙之间没有任何异物。装上两条皮带后转动砂轮主轴,每挡速度开动半小时,逐步上升至工作转速,温度平衡后,可以增加皮带数后开始试磨轧辊。
为防止带负荷磨削时主轴咬死,在装砂轮前先用80mm×80mm×1500mm的木料,垫在砂轮主轴前端,人为作用约1000N外力(相当于在主轴前端作用了约10000N的阻力),让主轴按加工速度旋转一段时间。如果一切正常,说明主轴的动力已可以承受10000N外力下的摩擦力,也就是说主轴及轴承的动力已可担负砂轮主轴磨削时的磨削力了。重新测量此时砂轮主轴及轴承径向空间间隙为0.11mm,已基本修复到出厂时的技术要求。再磨削轧辊时,振痕已有改善。








 QQ交流群
QQ交流群

