

一、故障
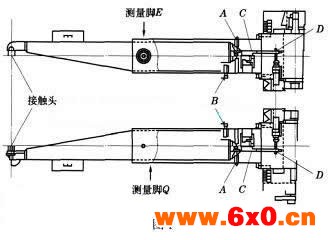
宝钢1880mm热轧装备有5台意大利Pomini公司HS403型数控轧辊磨床。测量系统采用独立测量臂结构形式。以保证磨削与测量相互不干涉,提高磨床效率。测量臂由E、Q两个测量脚组成(图1),由滚珠丝杠同步传动。由于高精度磨床对同步性要求高,使用中易出现测量脚E、Q光栅探头值数据超差故障。
二、故障原因分析
一般造成测量脚E、Q光栅探头值超差的原因为:①数控系统中对测量脚E、Q光栅探头值超差门槛值设置过严。②磨床E、Q两个测量脚受到较大外力,造成两测量脚不同步,保护信号动作。③E、Q两个测量脚前端接触头单侧磨损严重。④磨床E、Q测量脚保护光栅的拨动开关设置过于灵敏。
通过定期检查和更换,探头不均匀磨损一般可以避免。保护传感器的拨动开关一般按图设定后,罩在测量臂罩壳内,不易引发故障。而超差门槛值设置过严,测量臂翻转频繁,测量脚受外力或机械间隙产生不同步,是引发该故障的主要原因。
三、故障解决方法
1.针对超差门槛值设置过严采取的措施
由于轧辊直径变化较大,尤其是磨床,工装变化频繁,有时还需进行托轴承箱方式的磨削,可考虑略放大超差门槛值。一般可将放宽至1.5~2mm(原1mm)。具体方法可使用SIEMENS编程器进入840D HMI画面:
F6 START UP
F1 MACHINE DATA
F10 User data
按画面右侧Search,键入MD_TAPERTHRESSHOLDF回车确认。把MD_TAPERTHRESHOLDFORMANREALIGN项数值由1改为1.5~2,回车确认。在SIEMENS界面上按重设按钮,让机床记住修改。zui后在磨床JOG界面上重新进行人工E、Q轴寻参。
2.针对内外测量脚不同步采取的措施
(1)如内外测量脚受外力变形严重,必须进行机械恢复,甚至直接整体更换测量脚衔铁。一般测量脚受如此损伤,还需检查测量臂水平、垂直,检查扭力弹簧、光栅位置传感器、保护限位组件等部件的状态。
(2)如内外测量脚受外力仅有微量不同步(2~5mm),可根据测量臂校准杆,直接调整测量臂内测量脚调节螺丝A(图1)。直到两个测量脚同时接触校准杆标定块,可以用0.25mm的薄垫片帮助增加调整范围;同时要检查保护限位等部件的相对位置,检查方法是:在测量脚和标定块之间插入一个小垫片(厚度大约1.2mm),调整螺旋杆C,直到安全限位开关动作。注意,有时当测量脚远离标定块后,E轴和Q轴显示的位置不是零。如果发生这种情况,必须进行NCK重置(NCK Reset Procedure)。
NCK重置步骤是:磨床处于急停状态,按F10键,按START-UP(开始启动)键,NCK重新设置,然后用YES确认,轴的位置就被设定了。
(3)有时由于磨床本身机械原因引起的微量不同步,需要调整校准杆的中心与轧辊的中心线水平一致性来解决。解决方法是:在保证内外测量脚中心已与轧辊中心线一致的前提下,运行测量臂校准程序,使测量装置定位在标定块处。计算在CNC屏幕SERVICE上显示E轴和Q轴的位置差。调整标定快位置直到E轴和Q轴的位置值相同。再将前后直径差值通过磨床Machine画面Caliper Preset Correction选项预置。如此值较大,也可以通过修改相应MD来实现。当然zui后也要进行NCK重置。
四、经验小结
数控机床制造商对机床数据进行了出厂设置,绝大多数是有效的,但有部分机床数据需要用户根据不同工况和使用条件进行再次优化配置。带测量系统的机床应定期对测量部件进行机械、电气校准。








 QQ交流群
QQ交流群

