

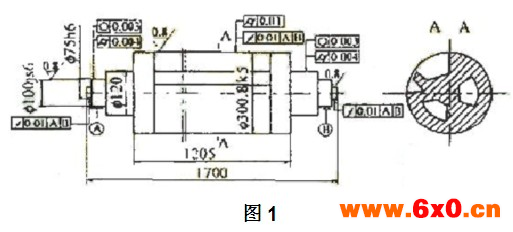
图1所示为某产品中的关键零件,其加工工序要经过粗车、半精车、精车、粗磨、半精磨、精磨再加钻孔、镗孔等。为消除切削加工产生的应力所引起的精度不稳定的现象,工艺流程规定,在每次粗车和粗磨、半精车和半精磨的工序之间,各安排一次低温时效处理工序,并在每次上磨床磨削前,对工件作静平衡试验以前要完成上述工序,加工定位基准都以中心孔,由于该工件加工周期长,工件重量大又经多次装夹,造成中心孔极易被损坏,加工精度很难保证。
 经过几年的逐步改进,设计出如图2所示的工装。其原理是前面用平*顶住右法兰上的硬质合金块,后面用平*顶住工件中心孔内的钢球,实现定位。再通过皮带将机床主轴与工件联接起来传递动力,这样就完全避免了工件中心孔对加工精度的影响,机床主轴的精度能直接反映到工件上。使用时应注意:皮带松紧要适当;左法兰与销钉装配后左端磨平;右法兰与销钉装配后右端磨平;合金块焊接好后端面要磨平;需自制与磨床主轴孔相对应的平*。
经过几年的逐步改进,设计出如图2所示的工装。其原理是前面用平*顶住右法兰上的硬质合金块,后面用平*顶住工件中心孔内的钢球,实现定位。再通过皮带将机床主轴与工件联接起来传递动力,这样就完全避免了工件中心孔对加工精度的影响,机床主轴的精度能直接反映到工件上。使用时应注意:皮带松紧要适当;左法兰与销钉装配后左端磨平;右法兰与销钉装配后右端磨平;合金块焊接好后端面要磨平;需自制与磨床主轴孔相对应的平*。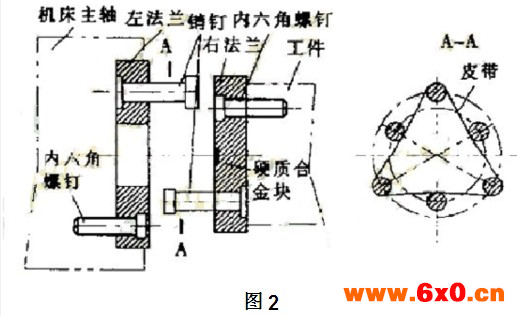 该工装通过近两年来的大批生产使用,几乎无废品出现,效果较好。
该工装通过近两年来的大批生产使用,几乎无废品出现,效果较好。







 QQ交流群
QQ交流群

