

飞机结构件的发展趋势及需求分析
随着现代设计技术的发展和飞机性能提升的需求,飞机结构件也呈现出一些新的变化,主要体现在以下几个方面:
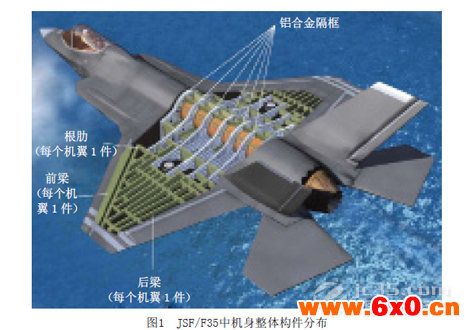
(1)零件向整体化、大型化发展。整体结构设计是飞机减轻重量和提高性能的主要途径,在现代飞机设计中,整体结构件呈现出数量越来越多、零件尺寸越来越大的发展趋势。如F-22战机后机身整体框毛坯尺寸达到4000mm×2000mm,A350内后侧梁达到6000mm×1200mm。预计在未来的设计中整体框结构尺寸将超过3000mm×4500mm,梁的长度将超过7000mm(图1)。
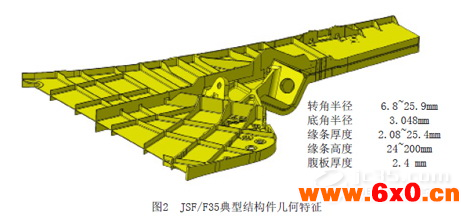
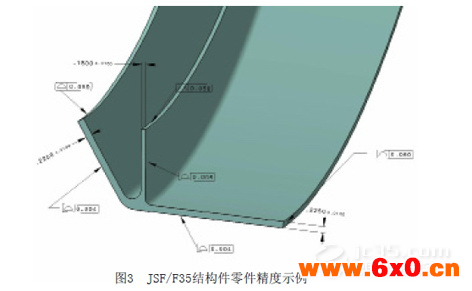
(2)零件结构复杂化、零件制造化。作为主要承力部件的飞机结构件,不但要满足与其他零件的装配协调关系,还有自身的结构尺寸精度、零件重量等方面的要求。在飞机结构零件尺寸向更大方向发展带来的结果是零件结构更加复杂,大型化整体结构件已经开始与周边连接段零件融合为一体,具有高精度装配孔的耳片结构等大量出现在整体构件上。另外,在零件尺寸变大的同时,零件加工的尺寸精度反而提高,缘条厚度、腹板厚度更薄,转角半径、底角半径更小,槽腔深度、缘条高度更大,造成零件制造精度和制造难度大为提高,再加上大量装配高精度孔的出现,所以制造将是未来飞机结构件数控加工的关键技术。大型飞机结构件的精密加工将是对数控机床行业的一个挑战,提高数控机床基础大件结构特性和热稳定性,控制环境温度、加工状态等不确定因素以提高机床加工精度将是机床制造业与航空制造业共同关注的焦点(图2、图3)。
(3)零件材料多样化。随着现代飞机高速、高机动性能要求的不断提高,具有比强度高、抗腐蚀性好、耐高温等一系列突出优点的材料在飞机设计中被大量采用,逐渐成为飞机结构件的主要材料,如钛合金、复合材料等。从美国历代战机主要材料分布图发现,现代飞机材料已经从以前的铝合金独霸天下变成了铝合金、钛合金、复合材料三分天下的局面,而且复合材料、钛合金还有进一步扩大的趋势,例如在A350、波音787中复合材料比例均已达到50%以上。因此加工装备不仅要解决铝合金飞机结构件加工,还要解决钛合金、复合材料加工(图4)。
基于飞机结构件所呈现出的多种材料、大尺寸、高精度复杂曲面的发展趋势,未来飞机结构件数控加工将面临大型复杂曲面高精度五轴加工、钛合金加工、复合材料绿色制造等技术难题,数控加工机床也将围绕解决这3个问题而进行相应的研发工作。
飞机结构件数控加工机床的发展方向
针对飞机结构件发展提出的需求,国外数控机床行业与航空制造企业在大型高精度加工机床、钛合金加工机床以及自动化数控加工系统这3个方面做了大量研究,并且已经有部分产品投入生产应用。
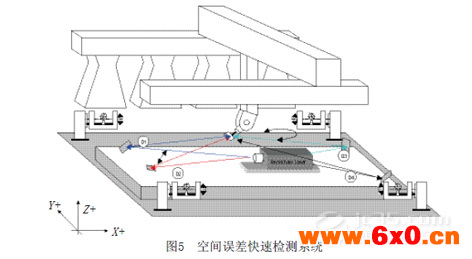
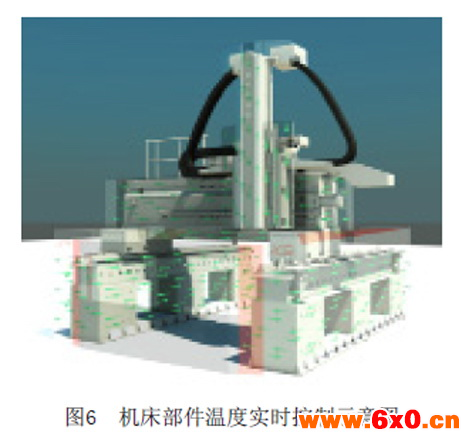
(1)大型高精度数控机床。传统意义的高精度机床主要是指小型装备,如DIXS、SIP等公司的坐标镗,该类机床的行程在1000mm左右。要实现飞机大型整体结构件五轴联动复杂曲面的高精度加工,必须在大型龙门机床上进行,而该类机床的行程一般为2500mm×6000mm。为了实现大型机床高精度五轴加工,目前已经开始采用空间定位精度来表示机床精度。如DST公司提供给洛马公司用于JSF/F35项目的FOGS系列高精度五轴数控龙门铣床的空间定位精度为1.6μm/m3。大型高精度数控机床的关键技术主要集中在几何精度补偿、空间精度快速补偿及热变形控制等方面。为此,西门子公司的SINUMERIK840Dsl推出了VCS(VolumetricCompensationSystem)通过数控系统参数实现对21项几何误差的补偿以获得更高的几何精度;DST公司在VCS的基础上开发了KMS补偿系统,不仅能够完成单轴线性和旋转6项误差与垂直度误差的补偿,还能对旋转轴和刀具长度进行手动补偿,通过4球测量、空间对角线测量等实现机床空间误差的快速补偿;在热误差控制方面,通过空调系统对机床各部件的温度进行实时控制,以减少热误差对机床精度产生影响(图5、图6)。
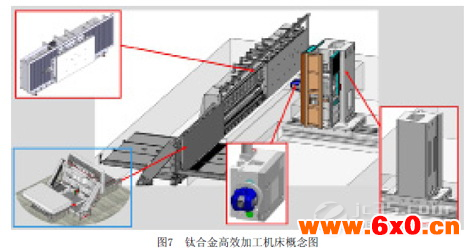
(2)钛合金加工机床。飞机整体结构零件一个显著特点就是材料利用率非常低,仅只用2%~10%,因此,提高加工效率是飞机结构件加工必需解决的问题。以高转速、高进给为特点的高速加工机床有效解决了铝合金整体结构件的加工问题;当钛合金材料在飞机零件中的占比越来越大,其在0.05~0.4之间的相对切削加工性导致加工效率极低,因此如何实现钛合金加工,提高其加工效率是数控机床行业与航空制造企业共同面临的难题。目前,斯达拉格、DST、INGERSOLL、MCM等公司对此进行了大量的研究,均选择了钛合金卧式加工的解决方案,静压导轨、铸铁床身、大扭矩机械主轴以及可更换的大扭矩叉式铣头、直铣头等构成了新型的钛合金加工机床,预计其粗加工效率提高60%、精加工效率提高600%。机床加工能力的提高对钛合金加工刀具和工艺技术将提出新的要求(图7)。
(3)自动化数控加工系统。当我们还在讨论单台设备加工性能的时候,以提高加工效率、控制产品质量、多功能集成为特点的自动化加工系统在飞机零件生产中悄然开始应用。洛马公司的JSF/F35项目的碳纤维蒙皮加工系统将数控加工、零件检测、零件清洗、零件烘干等集成在一个加工系统之中,操作人员在控制室里对零件生产过程进行监控,由系统内的物流小车自动进行零件转运。以斯达拉格STC系列卧式加工中心为基础的柔性生产线在英宇航和法宇航等飞机结构件生产中得到应用。自动化数控加工系统不仅有利于提高加工效率和产品质量,其相对封闭性解决了碳纤维粉尘对人体和环境的危害,是复合材料绿色制造的解决方案(图8)。

国产数控机床现状及存在问题
近几年,国内数控机床发展迅速,尤其在中档和经济型数控领域内市场占有率较高,但是在数控机床方面发展较为缓慢。近几年,在国家数控机床国产化战略的指导下,尤其是《数控机床与基础制造装备》的实施,部分机床企业在五轴联动数控机床方面取得了一些技术突破,研制产品在国内航空制造业内开始应用,能够完成飞机结构零件的五轴加工。
从国产数控机床的产品研制、生产应用和产业化进程来看,目前我国数控机床方面还存在较为严重的问题,这些问题如果不能够得到解决,将直接影响到我国装备制造业的产业结构调整。
首先,在产品研制阶段,机床企业是在与用户签订了商业合同后才开始进行新产品研发的。这种研发模式依靠用户资金进行新产品研发,对用户风险太大,而机床企业不需要投入研发资金。所以当用户没有足够的技术力量在产品设计、制造、安装、验收等环节对机床企业进行监控,其产品研发失败的可能性非常大。这种现状是造成机床用户不愿采购国产数控机床、机床企业与用户需求脱节的主要原因。
第二,在产品应用阶段,一方面是售后服务质量,尤其是售后服务人员的技术水平对用户的现场生产影响很大。这是由于售后服务安排时按定型产品进行考虑,未考虑到现场服务人员不具备五轴数控机床维修能力。另一方面,机床企业没有对研制产品的生产应用情况进行跟踪,不能进行产品的进一步改进和完善。
第三,在产业化进程方面,机床企业基本上没有长远的规划,甚至有些企业在完成首台设备研制后,由于没有后续产品订货,其设计研发团队就解散了,无法进行产品的优化和产业化工作。
国产数控机床的研发模式及产品定位
在欧美发达国家,航空制造企业的数控机床基本形成了由本国的一家或几家主要供给的格局,并在数控加工机床方面代表相应的发展方向。如美国波音、洛马等公司的装备供应商主要为CINCINNATI、INGERSOLL,德宇航数控机床主要供应商为DST,法宇航数控设备主要供应商为FOREST-LINE。这些机床制造商与机床用户形成了长期的技术合作联盟,密切关注用户需求,针对用户新的需求、采用联合研制的方式进行新产品的研发。通常其新产品的技术签定由用户技术人员完成,并根据用户建议进行完善和改进。如INGERSOLL公司新开发的POWERMILL卧式加工中心,在样机安装完成后由波音公司技术人员在INGERSOLL安装现场进行了长达3周的测试,给出了详细的测试报告。INGERSOLL公司根据测试报告完成设计定型,自此波音公司才与INGERSOLL签订采购合同。
国外航空装备研发模式值得我们借鉴,机床企业和用户企业“抱团发展”应该成为我国数控机床研发的主要模式:通过与用户企业的合作研发,可以了解和明确用户工艺需求,解决对用户需求不清的问题;用户参与设计和技术方案评审,可以了解用户关注点,解决设计与应用现场脱节的问题;用户参与产品设计、制造、安装等过程,通过用户把关,解决产品质量控制问题;用户对研制产品进行性能检测,可以获取先进检测技术和经验,解决新产品检测标准缺乏的问题;双方技术合作,获取用户市场,解决机床制造经验缺乏问题。
针对飞机结构零件对数控机床的需求,结合前期我国数控机床的研发与应用情况,国产数控机床重点应该在量大面广的设备上加大投入,力争在该类设备上取代进口设备。铝合金加工重点为AC摆角结构的高速加工机床,主轴转速24000r/min,主要类型有高架桥式五轴(三轴)高速铣床、龙门立式五轴(三轴)高速加工中心、双工作台卧式五轴(三轴)高速加工中心;钛合金加工重点为AB摆角结构的重载加工机床,机械主轴转速3000r/min,主要类型有龙门移动式五轴(三轴)数控铣床、立柱移动式五轴(三轴)立式加工中心;对铝合金高架桥结构增加防护罩可以进行复合材料加工。上述设备类型在目前国内均有相应产品进行研发,其覆盖面达到飞机结构件加工机床的80%。
结束语
飞机结构件的发展趋势对数控机床提出了新的要求,大型高精度机床、钛合金加工机床以及自动化数控加工系统了目前飞机结构件数控机床的发展方向。国产机床制造商应该结合用户需求和行业发展方向,根据企业自身特点和产品特点,通过与机床用户合作生产来实现国产数控机床的生产应用,推进国产装备的产业化进程。
(文章来源:航空制造技术)








 QQ交流群
QQ交流群

