

半轴套管摩擦焊接开裂有哪些原因?
1.理化检验
(1)宏观分析
汽车后桥在安装时将半轴套管与桥壳进行焊接,焊接采用先进的摩擦焊接工艺,半轴套管为经过调质处理45#普碳钢,与套管连接部位的板材为510L汽车大梁用热轧钢板。经摩擦焊接后,距焊缝1mm左右的套管一侧表层发现开裂现象,裂纹开口宽度为3mm,裂纹的长度超过20mm(见图1)。

图1 摩擦焊接开裂(实物)
裂纹深度已经贯穿半轴套管的整个壁厚,并沿摩擦焊接的挤出料底部呈圆弧状断裂(见图2)。图示左侧浅灰色部分为510L低碳合金钢板材,右侧深灰色部分为45#钢半轴套管。图示中部焊缝熔合区附近的裂纹发生在距焊缝附近的套管基体中,由裂纹的V字型开口可以判定,裂纹源位于图示下部的套管外表面,图示上部呈牛角状的为摩擦焊接的挤出料。将摩擦焊接的半轴套管与桥壳板材各个热影响区域分别标注为1-8#区域,进行金相检测和分析(见图2)。

图2 焊缝剖面形貌(实物)
(2)化学成分分析
在生产加工记录表中,追溯到该批45#半轴套管及510L板材的质量保证书,查阅到原材料批次号、材料牌号、圆钢直径。从库存中剩余的原材料上截取样块,以供化学成分检测。截取原材料样块尺寸为长25mm×宽25mm×厚15mm,进行化学成分检测,检测设备为Labspark5000精密直读火花光谱仪,分析结果见表1、表2。检查结果表明,原材料化学成分符合《GB/T3077—1999合金结构钢》标准要求。
表1 45钢化学成分分析结果(质量分数)(%)
45钢 | C | Si | Mn | Cr | S | P |
实测值 | 0.468 | 0.205 | 0.633 | 0.028 | 0.011 | 0.009 |
GB/T3077 | 0.42~0.50 | 0.17~0.37 | 0.50~0.80 | ≤0.250 | ≤0.035 | ≤0.035 |
表2 510L钢化学成分分析结果(质量分数)(%)
510L钢 | C | Si | Mn | S | P |
标准值 | 0.164 | 0.482 | 1.366 | 0.012 | 0.011 |
GB/T3077 | 0.12~0.20 | 0.20~0.55 | 1.20~1.60 | ≤0.030 | ≤0.030 |
(3)金相检验
1#区域为裂纹开口处紧靠焊缝熔合区一侧的部位,组织为珠光体及粗大断续网状分布的铁素体。图示上部有一颗黑色颗粒的晶间熔洞组织,这是非金属夹杂物熔融的孔洞。由于该处处于近焊缝区,产生的温度已经达到和超过非金属夹杂物熔化的温度(见图3)。
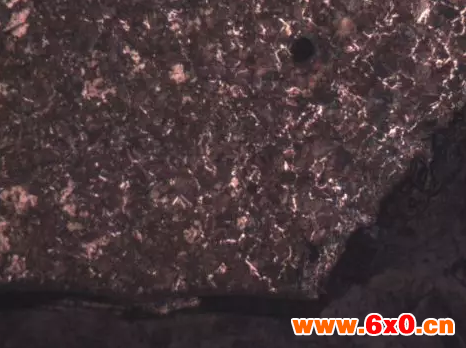
图3 裂纹开口部位(40×)
2#区域为裂纹开口处套管基体一侧的热影响区,由于受到焊缝的热影响及焊缝处低碳的内吸附,焊缝处的的碳浓度势必要趋于均匀,该热影响区碳势将会产生下坡扩散,碳原子向焊缝处扩散和迁移,造成该区基体碳浓度降低,珠光体量锐减以及铁素体量显著增加。图示高密度的网状铁素体已经被挤成细密的长条状,呈现严重的纤维组织。由拉长的网状组织可知,晶粒极为粗大,该部位属于摩擦焊缝的严重受热影响区(见图4)。
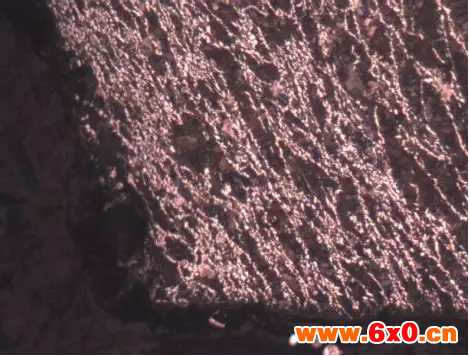
图4 裂纹开口部位(40×)
3#区域为半轴套管一侧的受热影响区,组织为珠光体及铁素体,晶粒较为细小。该部位的组织相当于完全正火处理后的组织,晶粒呈细小等轴状均匀分布(见图5)。4#区域为珠光体及网状铁素体,该处属于未受热影响的45#钢母材。金相检测判定,该组织是调质处理未完全的组织形态,与正常调质处理后的回火索氏体组织相比,强度显著降低,应该属于调质处理不合格组织(见图6)。
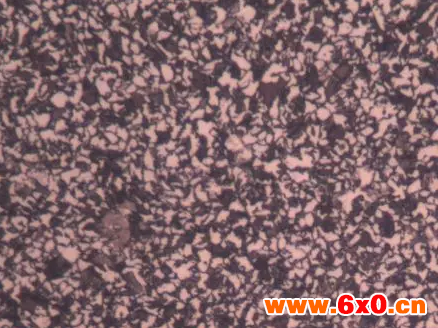
图5 焊接热影响区(400×)
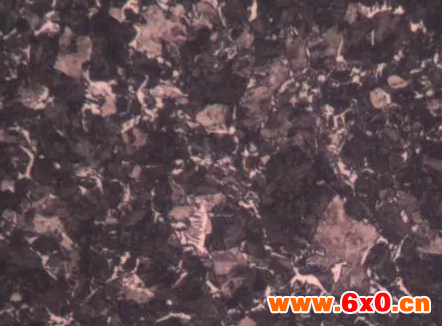
图6 套管一侧母材(400×)
5#区域为摩擦焊接的焊缝部位,左侧为510L板材的熔合区,组织为粗大的贝氏体及针状魏氏体,属于典型的低碳合金钢焊缝组织;右侧为45#钢套管的熔合区,组织为珠光体及网状铁素体,网状组织极为粗大,组织中同时存在针状铁素体的过热魏氏组织(见图7)。6#区域为510L板材一侧的焊缝熔合区,组织为粗大的贝氏体及魏氏体。由于焊缝熔合区温度极高,且冷却速度较快,同时由于该材料具有较高的淬透性,因此在焊接后空冷过程中,材料组织已经由过冷奥氏体向贝氏体转变(见图8)。
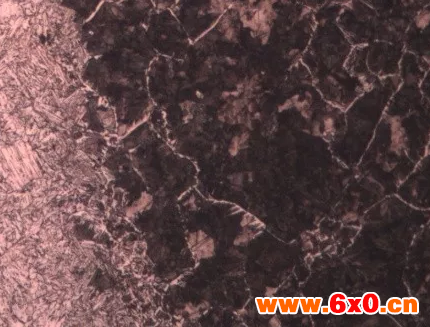
图7 焊缝熔合区(400×)
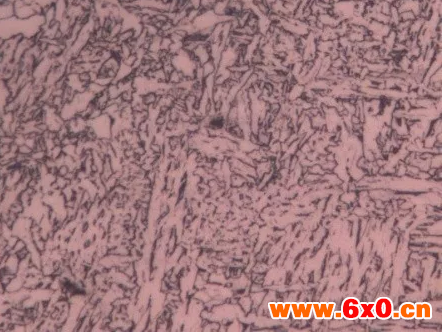
图8 板材近焊缝处(400×)
7#区域为510L板材一侧距焊缝稍远的受热影响区,组织为等轴状分布的铁素体及少量珠光体,晶粒较为细小,该组织相当于正火细化处理(见图9)。8#区域为未受热影响的510L板材原材料组织,组织显示为略带变形的铁素体晶粒及少量长条状珠光体,这种组织属于热加工板材的特征组织(见图9)。
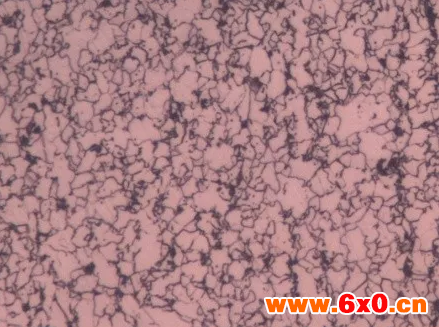
图9 焊接热影响区(400×)
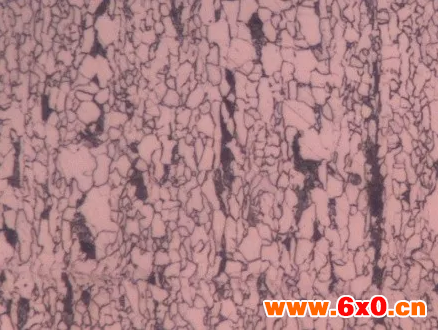
图10 板材原始组织(400×)
2.分析与讨论
摩擦焊接是采用高速旋转的方式形成瞬间高温,使焊接部位两侧的工件表面熔化,在较高的压力作用下产生焊接熔合。由于摩擦产生的热量均匀,正常工况下焊接良好,因此焊缝具有较高的抗拉强度和冲击韧度。经过摩擦焊接的焊缝,能够承受较高的拉向力和扭矩力。
该试样的摩擦焊缝结合良好,未见任何孔洞、疏松和脱焊等缺陷组织,但是在距焊缝较近的套管一侧却发生了开裂现象。由裂纹开口的组织得知,开裂处有严重变形的纤维状组织。这种组织的形成,是由于摩擦焊接后没有及时卸载,在焊缝附近温度降低到再结晶温度以下,仍然对焊接部位施加压力,终使变形的组织无法重新回复再结晶,这种严重的纤维状组织在后序冷却过程中产生的应力非常大。随着焊缝温度的逐渐降低,在热应力作用下产生拘束应力,焊缝熔合区附近将会形成较强的拉向应力。同时半轴套管的调质处理不合格,未能形成强度及韧度较高的回火索氏体组织。而且经过高温的影响,过冷奥氏体转变为粗大的珠光体及网状铁素体,材料性能显著降低。同时由于熔合区碳势的下坡扩散,该处增加强度的碳原子大部分已经向焊缝处扩散和迁移,材料组织的强度及韧性进一步降低。此时套管一侧近焊缝熔合区材料的抗拉强度,已经低于焊接拘束应力与变形组织应力所叠加的拉向应力,套管开裂也就在所难免了。
3.结论及建议
为了避免套管在摩擦焊接时产生类似的开裂现象,首先应该保证半轴套管的调质组织和强度。调质处理时应采用更为强烈的淬火介质,增加工件的表面淬透性,提高工件自身的强度和韧性。摩擦焊接过程中应调整焊接工艺,在保证焊缝质量的同时,应避免在再结晶温度以下产生组织变形。必要时在焊后较短的时间内,对焊接的工件进行去应力回火,消除因焊接产生的拘束应力和热应力,防止焊接件在放置和使用过程中产生应力集中开裂。
半轴套管摩擦焊接开裂有哪些原因?








 QQ交流群
QQ交流群

