

残余应力测量仪在改进轮毂轴强化工艺中的应用
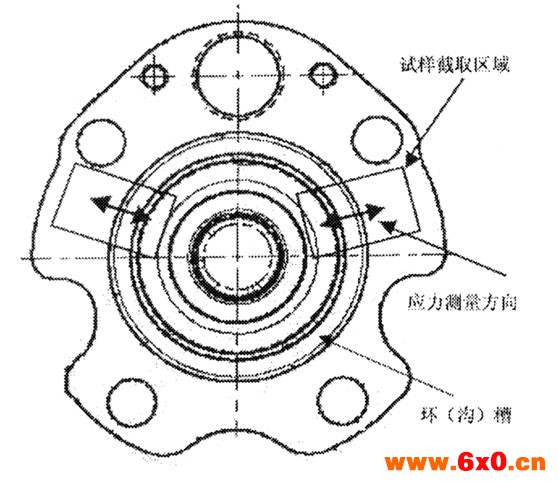
在轿车轮毂轴国产化时期,某车型的轮毂轴样件弯曲疲劳试验达不到理想寿命,所有失效处均在沿周围的环槽处。对比德国零件的材料、力学性能及金相检验分析报告,二者之间不存在明显的差别。
后对环槽处进行X射线残余应力剥层分析,得到在距离表面3μm处为拉应力,残余应力为+210Mpa左右,认为较高的拉应力使零件产生较早的失效。因此建议对轮毂轴的后加工过程进行优化,采用滚压强化工艺,消除机械加工带来的拉应力,并引进较大的残余应力。
下表为多次改进加工工艺后轮毂轴的残余应力测量值,可以看出,采用加工工艺1,因进刀过深会产生较大的拉应力,经滚压后,零件表面残余应力还是拉应力,而采用新机加工艺2后,零件表面残余应力转变为压应力。经台架实验,采用新工艺的轮毂轴符合工艺要求。
样件编号 | 说明 | 测量值1 | 测量值2 | 测量值3 | 平均 |
1 | 一次车加工 (工艺1) | +798 | +731 | +734 | +721 |
2 | +790 | +766 | +781 | +779 | |
3 | +716 | +720 | +735 | +724 | |
4 | 多次加工 车(工艺2) | +433 | +420 | +396 | +416 |
5 | +470 | +461 | +482 | +471 | |
6 | +347 | +330 | +343 | +340 | |
7 | 车后(工艺2)滚压 | -552 | -534 | -558 | -548 |
8 | -600 | -622 | -628 | -617 | |
9 | -622 | -634 | -652 | -636 |
芬兰Stresstech Oy公司生产的残余应力测量仪可快速、轻松分析齿轮、轴承、轧辊、曲轴、凸轮轴、压力容器管道以及其它一些零部件在热处理、机加工、焊接、喷丸、滚压等处理过程中产生的残余应力。
残余应力测量仪主要应用领域:航天、航空、船舶、兵器、电力、石油化工、锅炉压力容器、冶金、机械制造、核工业、石油、科研机构、大学等。
残余应力测量仪特点
◆ 操作系统: Windows
◆ X射线的发生和控制
◆ 实时监控高压系统
◆ 多种X射线曝光模式
◆ 可同时进行测量、计算和其它功能操作
◆ 多点d-sin²Ψ曝光模式,互相关法计算峰位移
◆ 丰富的材料数据库
◆ 对无应力铁粉测量误差可控制到±6.9MPa以内








 QQ交流群
QQ交流群

