
使用宝德BURKERT隔膜阀主要零件选择及安装维护方法
使用宝德BURKERT隔膜阀主要零件选择及安装维护方法宝德BURKERT隔膜阀的零件材料很多,包括各种不同牌号的黑色金属和有色金属及其合金、各种非金属材料等。制造隔膜阀零件的材料要根据下列因素来选择:1 、使用工况条件(工作介质的压力、温度
标签: 2019-10-09滚动轴承零件硬度检测方法滚动轴承零件硬度检测方法一、滚动轴承零件硬度要求钢制滚动轴承零件经淬火、回火后与成品轴承的硬度检测按照JB/T7361标准进行。对轴承零件的硬度要求见表1及表2。表1轴承零件回火后的硬度要求钢号轴承零件名称①轴承成
标签: 2019-10-091.适用范围 本标准规定了汽车零件(以下称零件)的振动试验方法。2.试验种类 试验种类分以下几类。 ⑴ 共振点检测试验 求零件共振振动频率的试验 ⑵ 振动性能试验 研究施振时零件性能的试验 ⑶ 振动耐久试验 研究以一定的振动频率激振,相对于
标签: 2019-10-09
使用宝德BURKERT隔膜阀主要零件选择及安装维护方法宝德BURKERT隔膜阀的零件材料很多,包括各种不同牌号的黑色金属和有色金属及其合金、各种非金属材料等。制造隔膜阀零件的材料要根据下列因素来选择:1 、使用工况条件(工作介质的压力、温度
标签: 2019-10-09清洁离心泵维修工作是对维修质量的清洁设备的质量有很大的影响的一个重要组成部分。使用正确的清洁方法,提高质量,降低清洗成本,维修所必须考虑的问题之一。 维修工作,包括机械外部清洁和清洗零件清洗,零件清洗,因为识别用途可分为装配前镀或保税封面
标签: 2019-10-09在W型喷油泵泵体试验完成后,又逐步开发出了喷油泵泵体小型高速直列式喷油泵泵体(包括喷油泵)的高压腔电解去毛刺夹具,小型高速直列式喷油泵体及喷油泵泵体的高压腔电解去毛刺已经纳人主体工艺,目前已经运行近一年了。由于电解技术加工零件的质量控制采用
标签: 2019-10-09装配造型是基于描述性的,与真实零件装配过程所不同的是非真实的几何结构(既工作面、工作轴等) ,既指定每个零件之间的约束关系,使零件的空间位置发生改变,对零件的自由度加以限制。装配约束的形式有配合、对准角度、相切和插入等,还能模仿齿轮啮合等机
标签: 2019-10-09等有关方面进行些讨论;会对真空灭弧室的生产开发有所帮助。 在真空灭弧室的生产中,管内真空度质量特别重要;在丁序设置工艺流程方面都分,注。本文针对真空度质显讨论真空灭弧室零件的预除气和储存等问,供生产者参考。 1真空灭弧室零件的预除气状况
标签: 2019-10-09真空泵零件的建模技术近年来,随着国民经济的不断发展,真空技术在食品、制药、皮革、烟草以及农产品加工等行业中得到了广泛的应甩喷射式真空泵作为一种真空获得设备,与其它真空泵相比,具有抽气能力大工作稳定、维修量少、结构简单等优点,在轻化工生产中应
标签: 2019-10-091、 铆接钢丝钳钢丝钳铆接传统工艺是采用电加热热铆和冲铆,热铆不仅能耗很大(达20KW以上),而且铆钉易起氧化皮,效率也低。冲铆虽然效率高,但易将铆钉中部镦粗,松紧度不易保证,况且噪音大,操作也不安全。冷碾铆接正好克服了上述蔽端。全国已有二
标签: 2019-10-09(1)渗氮前的预备热处理调质--渗氮工件在渗氮前应进行调质处理,以获得回火索氏体组织。调质处理回火温度一般高于渗氮温度。 (2)渗氮前的预备热处理去应力处理--渗氮前应尽量消除机械加工过程中产生的内应力以稳定零件尺寸。消除应力的温度均应低于
标签: 2019-10-091.1非球面光学零件的作用 非球面光学零件是一种非常重要的光学零件,常用的有抛物面镜、双曲面镜、椭球面镜等。非球面光学零件可以获得球面光学零件无可比拟的良好的成像质量,在光学系统中能够很好的矫正多种像差,改善成像质量,提高系统鉴别能力,它能
标签: 2019-10-09(1)表面质量对零件耐磨性的影响 零件的耐磨性与摩擦副的材料、润滑条件和零件的表面加工质量等因素有关。特别是在前两个条件已确定的前提下,零件的表面加工质量就起着决定性的作用。 零件的磨损可分为三个阶段,如图1-17所示。第Ⅰ阶段称初期磨损阶
标签: 2019-10-09一、概述 虽然在通用机床上对不锈钢类材料进行粗加工、半精加工和精加工,已不是太困难的事情。但是,在高生产率的专用自动车床上,怎样解决不锈钢材料切削中存在的切削力大、温度高、刀具磨损严重、耐用度低、加工表面质量差、生产率低等问题,在一次切削加
标签: 2019-10-09在振动压路机中有一些典型的内球面零件,如球铰接头(图1),其内孔形状为半径为R的球面,若采用手动车削,球面的加工精度不高且表面粗糙,与其它零件配合时,不能实现良好的面接触,装配质量难以保证。使用旋风车削工具车削,虽然能够保证加工质量,但工具
标签: 2019-10-09制造大型碾砂机,碾砂机底盘是难加工工件。底盘铸件毛坯呈圆盘状(图1中的1所示),直径为2.2m,边缘高0.3m,底盘及边缘厚0.1m,重量达3t。 我们改装了一台旧C630车床,解决了没有大型立车加工碾砂机底盘的难题。这种机床的主轴轴承是滑
标签: 2019-10-091、零件的腐蚀损坏 为了预防零件的腐蚀,常常用耐腐蚀的材料镍、铬、锌等、镀敷于金属零件表面,或在金属零件表面涂油,在非金属零件表面涂防腐蚀的油漆等方法,防止零件与有害介质直接接触。用提高零件表面光洁度的办法,也可减少零件表面的电位差。 2、
标签: 2019-10-09通过分析工艺系统动、静误差及工件安装误差,提出了一种铝合金薄壁零件冷热加工方案。该方案通过合理选用刀夹具、切削用量、冷却液及多次走刀、稳定化时效处理,有效地控制了铝合金薄壁零件的加工变形,质量稳定可靠。 铝合金的比强度(σb/γ)较高,为1
标签: 2019-10-09对特殊材料零件进行深孔螺纹加工是比较困难的。例如,在一个钛合金零件上进行深孔攻丝是非常具有挑战性的。如果在一个接近完工的零件上,由于丝锥破损产生的刮削作用而导致零件报废,这是非常不经济的。因此,为避免刮削,要求使用正确的刀具和攻丝技术。
标签: 2019-10-09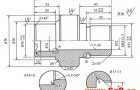
如图5-30为典型轴套类零件,该零件材料为45钢,无热处理和硬度要求,试对该零件进行数控车削工艺分析(单件小批量生产)。 (1)零件图工艺分析 该零件表面由内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有
标签: 2019-10-09这类零件的径向和轴向尺较大,一般要求加工外圆、端面及内孔,有时还需调头加工。为保证加工要求和数控车削时工件装夹的可靠性,应注意加工顺序和装夹方式。图2-45所示为一个比较典型的盘类零件,除端面和内孔的车削加工外,两端内孔还有同轴度要求。为保
标签: 2019-10-09

 QQ交流群
QQ交流群

