
聚四氟乙烯车削板多少钱一公斤
聚四氟乙烯车削板多少钱一公斤四氟板简介铎耀密封:低摩擦性能在载荷方面的应用由于有的设备的摩擦部分不宜加油润滑,比如在润滑油脂会被溶剂溶解而失效的场合或者造纸、制药、食品、纺织等工业领域的产品需要避免润滑油沾污,这就使填充PTFE材料成为机械
标签: 2019-10-10
聚四氟乙烯车削板多少钱一公斤四氟板简介铎耀密封:低摩擦性能在载荷方面的应用由于有的设备的摩擦部分不宜加油润滑,比如在润滑油脂会被溶剂溶解而失效的场合或者造纸、制药、食品、纺织等工业领域的产品需要避免润滑油沾污,这就使填充PTFE材料成为机械
标签: 2019-10-10
聚烯四氟板简介:低摩擦性能在载荷方面由于有设备摩擦部分不宜加润滑,比如在润滑脂会被溶剂溶解而失效场合或者造纸、制、食品、纺织等工业领域产品需要避免润滑沾污,这就使填充PTFE材料成为机械设备零件无润滑(直接承受载荷)理想材料。这是因为该材料
标签: 2019-10-09引言 在压缩机的生产过程中,经常会接触到一些难加工的材料,如制造压缩机叶轮的材料有一种含有Cr、Ni、Mo等合金元素的高强度结构钢,这种钢材一经调质处理达到一定的硬度时,很难车削。钦合金叶轮因为钦合金元素的存在给车削带来诸多麻烦,大型硬齿面
标签: 2019-10-09车削加工是机械制造业中最基本、最广泛、最重要的一种工艺方法,它直接影响生产的效率、成本、能源消耗和环境保护。由于现代科学技术的发展,各种高强度、高硬度的工程材料越来越多地被采用,传统的车削技术难以胜任或根本无法实现对某些高强度、高硬度材料的
标签: 2019-10-09超精密切削的主要目的是要切下一层极薄的金属层,与普通切削相比,刀具前刀面参与切削部分面积减小,而刀刃附近区域却要承担大部分的切削工作,这对所选择的刀具材料提出了更高的要求。另外,背吃刀量从几微米减小到一微米以下时,车刀的尖端会受到很大的应力
标签: 2019-10-091硬质合金引言 车削加工是机械制造加工工艺的主要工序。特别是在重型机械加工制造业中,工件结构尺寸堪称巨型,重量高达60~80t,甚至上百吨,加工设备重型卧车回转直径达到6m,重型立车可达到10m。重型车削加工与普通加工相比,切削深度大、切削
标签: 2019-10-09引言 理想的加工程序不仅应保证加工出符合图样的合格工件,同时应能使数控机床的功能得到合理的应用和充分的发挥。数控机床是一种高效率的自动化设备,它的效率高于普通机床的2~3倍,要充分发挥数控机床的这一特点,必须在编程之前对工件进行工艺分析,根
标签: 2019-10-09在车削加工中,特别是高速车削时,由于高速旋转零件的不平衡,必然会产生离心力,分析和认识离心力对加工误差的影响是人们常常关注的问题。综合各种结论,一般有两种不同的看法。其一,认为离心力会使工件外圆产生尺寸误差,即半径误差:另一种看法认为会影响
标签: 2019-10-09一、概述 虽然在通用机床上对不锈钢类材料进行粗加工、半精加工和精加工,已不是太困难的事情。但是,在高生产率的专用自动车床上,怎样解决不锈钢材料切削中存在的切削力大、温度高、刀具磨损严重、耐用度低、加工表面质量差、生产率低等问题,在一次切削加
标签: 2019-10-09在振动压路机中有一些典型的内球面零件,如球铰接头(图1),其内孔形状为半径为R的球面,若采用手动车削,球面的加工精度不高且表面粗糙,与其它零件配合时,不能实现良好的面接触,装配质量难以保证。使用旋风车削工具车削,虽然能够保证加工质量,但工具
标签: 2019-10-09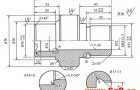
如图5-30为典型轴套类零件,该零件材料为45钢,无热处理和硬度要求,试对该零件进行数控车削工艺分析(单件小批量生产)。 (1)零件图工艺分析 该零件表面由内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有
标签: 2019-10-09通常,矿泉水、可乐等饮料瓶或食用油及其它生活用液体物盛装瓶的瓶盖,瓶口为螺纹连接方式,且其中大部分为特殊螺纹。其特殊性表现在收头收尾、分段、分段收头收尾、收短头收短尾等方面,有时甚至是几个特征综合在一起。收头收尾是一个专业的俗称,又叫做螺纹
标签: 2019-10-091 引言 当今制造业的发展要求交货期短、加工成本低,传统的生产方式已难以适应,因此,CNC复合车削中心类的集约型机床备受关注。零件已趋于多种复合形状一体化的结构,由圆柱面和平面组成、不同侧面上分别有孔等等。要加工这类零件,除了车削以外,还必
标签: 2019-10-09为使冷滚压加工的螺纹尺寸准确、稳定,对滚丝坯料的直径尺寸提出了较高精度要求。因此,对大部分需冷滚压加工螺纹的坯料直径均需进行精密车削或磨削加工,否则滚制出的螺纹尺寸精度低、质量不稳定,且冷滚压加工过程不易控制,机床调整也较困难,有时还会挤坏
标签: 2019-10-09螺纹是在圆柱工件表面上,沿着螺旋线所形成的,具有相同剖面的连续凸起和沟槽。在机械制造业中,带螺纹的零件应用得十分广泛。用车削的方法加工螺纹,是目前常用的加工方法。在卧式车床(如CA6140)上能车削米制、英寸制、模数和径节制四种标准螺纹,无
标签: 2019-10-09如图2-16所示工件,毛坯为φ45㎜×120㎜棒材,材料为45钢,数控车削端面、外圆。 1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线 1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ45外圆,使工件伸出卡盘80㎜,一次装
标签: 2019-10-09这类零件的径向和轴向尺较大,一般要求加工外圆、端面及内孔,有时还需调头加工。为保证加工要求和数控车削时工件装夹的可靠性,应注意加工顺序和装夹方式。图2-45所示为一个比较典型的盘类零件,除端面和内孔的车削加工外,两端内孔还有同轴度要求。为保
标签: 2019-10-09一、问题的提出 在普通车床的车削加工中,圆弧的车削通常是采用手工凭经验进行车削的方法来完成,或者用定型车刀进行车削(如图1所示)。前者很难保证力口工精度;后者对刀具的要求比较高,主要是刀具的形状需要与工件的形状完全吻合。对于小批量多规格的生
标签: 2019-10-09在数控车削中,车刀的刀尖高误差会影响车削工件的尺寸精度,在车削高精度阶梯轴类零件时尤为明显。因为数控车削时,刀具的进给尺寸靠数控程序设定,而且们往往习惯于对车削阶梯轴类零件采用一把刀将大、小外圆连续一刀车成,这样,对于加工精度高的阶梯零件,
标签: 2019-10-09前言 虽然在普通车床上对不锈钢类材料进行粗加工、半精加工和精加工,已不是太困难的事情。但是,在高生产率的数控车床上,怎样解决不锈钢材料切削中存在的切削力大、温度高、刀具磨损严重、耐用度低、加工表面质量差、生产率低等问题,在一次切削加工就可
标签: 2019-10-09

 QQ交流群
QQ交流群

