
M1432A型万能外圆磨床液压系统的工作原理是怎样的?
M1432A型万能外圆磨床液压系统的工作原理,现在从工作台部分、及砂轮架部分、尾架ding尖的液动退回以及其他四个方面来进行讲解。1、工作台部分工作台的纵向往复运动由 HYY21/3P-25T 型液压操纵箱控制,该箱由开停阀13、先导阀5、
标签: 2019-10-10磨床吸尘器生产车间粉尘处理系统工程中,设计及选型根据是需要根据车间实际粉尘扬尘点的数量和情况布置; 根据粉尘扬尘点的扬尘颗粒的大小和粉尘浓度来选择不同的粉尘处理系统,处理粉尘设备包括:干湿两用磨床吸尘器,冲床吸尘器,旋风除尘器等。依靠中压鼓
标签: 2019-10-10磨床吸尘器安装和维护1. 安装地点:须安装于室内不受风雨侵扰之处2. 环境温度:40℃一下3. 相对湿度:80%一下4. 空气品质:空气中若含有酸,碱等腐蚀性或易燃性气体,不应该以高压鼓风机输送,以避免发生危险5. 尘埃防护:有大量尘埃,粉
标签: 2019-10-10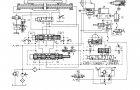
M1432A型万能外圆磨床液压系统的工作原理,现在从工作台部分、及砂轮架部分、尾架ding尖的液动退回以及其他四个方面来进行讲解。1、工作台部分工作台的纵向往复运动由 HYY21/3P-25T 型液压操纵箱控制,该箱由开停阀13、先导阀5、
标签: 2019-10-10近年来,我国汽车、发电设备、模具制造等行业从国外大量引进了各类加工中心及配套数控刀具。为配合上海通用汽车有限公司各类引进数控刀具的有效使用及国产化工作,我公司成立了刀具刃磨中心,并专门从丹麦SORENCO公司引进了当今世界较先进的数控工具磨
标签: 2019-10-091 前言 数控工具磨床,特别是多轴数控、多轴联动的数控工具磨床是高效、高质量磨削制造精密、复杂形状刀具的高、精、尖关键设备,也是各类数控机床中结构较复杂、自动化程度高、精度和可靠性要求高的机电一体化高技术产品,其研究开发具有相当的技术难度。
标签: 2019-10-09适用机型: 1、 丝锥磨床:S725D、4M 2、 螺纹磨床:SA7312,丝7520,Y7520W,丝(万能)7520,MM582。 3、 内螺纹磨床:SB7620。 4、 蜗杆磨床:MATRX。 5、 光学曲线磨床:395-M 6、 高
标签: 2019-10-09磨床是利用磨具对工件表面进行磨削加工的机床 大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。 正在精磨轧辊的大型磨床 磨床能加工硬度较高的
标签: 2019-10-09一、平面磨床发展趋势 1.从规格上看,以小型平磨为主。台面宽200mm以下的几乎占50%,小规格机床的运输及布展比较方便;国外平磨不分普通、精密、高精度的精度等级,相对小规格机床,精度容易做得很高;在国际市场上,中、小规格平磨的潜在需求很大
标签: 2019-10-09标准机械加工所使用的外圆磨床,砂轮电动机均按传统启动电路运行。电动机启动后按照额定转速运转,由于电网电压有一定的波动,砂轮和工件的磨擦负载不断的变化,都会影响电动机的转速误差,标准砂轮电动机起动电路一般只有一种加工速度,难以适应不同工件大小
标签: 2019-10-091、引言 随着对数控刀具产品质量和经济效益要求的不断提高,我厂原有用于加工可转位硬质合金刀片的WAM336数控周边磨床因电器系统老化、加工工艺落后,已无法满足对刀具产品尺寸一致性和对称度公差严格的加工要求。为此,我们对该机床的电器系统进行了
标签: 2019-10-09M1040无心磨床是我厂用于磨削滚子的主要设备,该磨床使用的砂轮规格为P350×厚度(根据产品型号而定)×127mm,当砂轮磨损至外径D<260mm时,因无法继续使用而报废。 机床坐标系是机床固有的坐标系,机床坐标系的原点称为机 床原点或机…
标签: 2019-10-09一、引言 现代工业生产中,中、小批量零件的生产占产品数量的比例越来越高,零件的复杂性和精度要求迅速提高,传统的普通机床已经越来越难以适应现代化生产的要求,而数控机床具有高精度、高效率、一机多用,可以完成复杂型面加工的特点,特别是计算机技术
标签: 2019-10-09磨床用磨料磨具(砂轮、砂带、油石或研磨料等)作为工具对工件表面进行切削加工的机床,统称为磨床。万能工具磨床,磨床可加工各种表面,如内外圆柱面和圆锥面、平面、齿轮齿廊面、螺旋面及各种成型面等,还可以刃磨刀具和进行切断等,工艺范围十分广泛。由于
标签: 2019-10-09众所周知,在现代金属切削加工中,刀具成本在整个的制造成本中只占有部分比例,但是综合加工成本却占有至关重要的部分。因此,除了控制刀具自身费用以外,更好的合理使用刀具、充分提高生产效率、缩短加工时间、通过降低加工成本从而最终降低成本。 从我们的
标签: 2019-10-091.机床电气设计 机床强电部分主要由主电路、控制电路电源、交流控制电路和直流控制电路等四部分构成。 (1)主电路包括驱动电源模块、主轴电机、液压电机、冷却泵及轴流风扇等。 (2)控制电路使用的电源由控制电源变压器产生,变压器的输出分为交流2
标签: 2019-10-09超精密非球面数控磨床,广泛应用于照相机、光学仪器、通信、天文及军工等行业的非球面透镜研磨。非球面透镜在照相机、光学仪器、通信、天文及军工等行业应用十分广泛。传统的加工方法是先通过一些专用设备粗磨后再经过精密研磨和精密抛光来完成。其大部分工作
标签: 2019-10-09一、 目的:确保操作人员正确使用设备,延长设备使用寿命,保证安全正常生产。二、 适用范围:适用于磨床加工机床的操作。三、 职责:1、操作人员必须遵守本文件的规定和要求。2、操作人员必须经过培训并考核合格,熟悉设备工作原理。3、部门负责人对本
标签: 2019-10-09采用磨料或非金属的磨具(如砂轮、砂带、油石和研磨剂等)对工件表面进行加工的机床称为磨床,它是为了适应工件精密加工而出现的一种机床,是精密加工机床的一种。通常磨具旋转为主运动,工件的旋转与移动或磨具的移动为进给运动。通常把使用砂轮加工的机床称
标签: 2019-10-09磨床要有专人负责保养和使用,定期检修,确保机床处于良好状态。 1、作业完毕,机件各处,尤其是滑动部位,应擦试干净后上油。 2、清除磨床各部位之研磨屑。 3、必要之部位,上防锈。 使用以上磨床保养注意事项 1、研磨前,请校
标签: 2019-10-091.工作前应检查机械、电器、防护装置、吸尘装置、工卡量具等,必须处于完整良好状态。 2.手动检查各部之后,空车运转,检查磨头纵向往复运动,确认正常后,可进行工作。 3.工作前按工件磨削长度,手动调整换向挡铁位置,并加以紧固。 4
标签: 2019-10-09

 QQ交流群
QQ交流群

