
关于薄壁结构件数控加工工艺和工序安排简介
一、工艺分析 1、薄壁类零件自身结构刚性差,在切削过程中易产生振动和变形,承受切削力和夹紧力能力差,容易引起热变形。 2、薄壁类零件加工应按粗、精加工分序。 3、在加工中,内、外表面的切削都会导致工件变形,所以,加工时首先
标签: 2019-09-30数控车床编程时,编程人 员必须确定每道工序的切削用量。选择切削用量的时候,一定要充分考虑影响切削的各种因素,正确的选择切削条件,合理地确定切削用量,可有效地提高机械加工 质量和产量。影响切削条件的因素有:机床、工具、刀具及工件的刚性;切削速
标签: 2019-10-06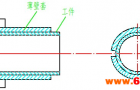
一、工艺分析 1、薄壁类零件自身结构刚性差,在切削过程中易产生振动和变形,承受切削力和夹紧力能力差,容易引起热变形。 2、薄壁类零件加工应按粗、精加工分序。 3、在加工中,内、外表面的切削都会导致工件变形,所以,加工时首先
标签: 2019-09-30
【中国机床商务网】导读:MBD(ModelBasedDefinition,基于模型的定义)是一个用集成的三维模型来完整表达产品定义信息的方法,它以三维标注技术[1]为基础,详细规定了三维模型中产品尺寸、公差等的标注规则和工艺信息的表达方法[
标签: 2019-09-30机床不锈钢板防护罩是用在机床导轨保护中zui多的一个产品,它是经过多个步骤加工制作而成,这点在我们以前的技术文章中也做了很多的介绍,下面的技术文章中要对机床钢板防护罩的zui后一个步骤的加工处理做下详细的介绍,希望可以对大家对于产品的了解有
标签: 2019-09-29根据数控铣床的加工特点,数控铣床的加工工序的划分有3种形式。 1、根据装夹定位划分工序。这种方法一般适用于加工内容不多的工件,主要是将加工部位分为几个部分,每道工序加工其中一部分。如数控铣加工外形时,以内腔夹紧加工内腔时,以外形夹紧。
标签: 2019-09-29一、梳棉工序简介 梳棉工序总的任务是将棉卷制成生条,由于梳棉工序质量好坏直接影响成纱质量,因此被认为是纺纱的“心脏”,具体任务有: 1.梳理: 将棉卷中的束状和块状纤维,基本上分离成为单纤维状态,这是梳棉工序的核心,分离成单根纤维的程
标签: 2019-09-25(1)生产效率高。压力机的一次行程可完成一道工序,有时还可完成多道工序。(2)材料利用率高。(3)同一产品冲压件的形状和尺寸一致,互换性好。(4)操做简单,便于实现机械化和自动化生产。
标签: 2019-09-21切削过程中一个最重要的目标是在每一个工序中为每一种刀具创建均匀分布的加工余量。这就是说,必须使用不同直径的刀具(从大到小),特别是在粗加工和半精加工工序中。任何时候主要的标准应是在每个工序中与模具的最终形状尽可能地相近。 为每一种刀具提供均
标签: 2019-09-21减速机信息网:热处理主要是三个过程,加热,保温,冷却。由于钢需要将其加热到一定温度,组织奥氏体化后,才可以进行组织的转变,所以加热的过程就将温度达到奥氏体化的温度的一个过程。保温的意义在于让钢材在奥氏体化温度中保持一段时间,让碳充分的溶解到
标签: 2019-09-21由于数控加工的复杂性(如不同的机床,不同的材料,不同的刀具,不同的切削方式,不同的参数设定等等),决定了从从事数控加工(无论是加工还是编程)到到达一定水平,必须经过一段比较长的时间,此手册是本实验室的工程师在长期实际生产过程中总结出来的、有
标签: 2019-09-21

 QQ交流群
QQ交流群

