
关于薄壁结构件数控加工工艺和工序安排简介
一、工艺分析 1、薄壁类零件自身结构刚性差,在切削过程中易产生振动和变形,承受切削力和夹紧力能力差,容易引起热变形。 2、薄壁类零件加工应按粗、精加工分序。 3、在加工中,内、外表面的切削都会导致工件变形,所以,加工时首先
标签: 2019-09-30引言 中国特有(除中国内地,没有任何国家和地区生产该类机床的厂家)的高速走丝电火花线切割机(WEDM-HS),由于结构简单、造价低、工艺效果好,加上使用过程消耗少,自上世纪六十年代末被研制成功之后就得到飞速发展,现已成为制造业中一种必不可
标签: 2019-10-07一、项目简介 该项技术成功地采用电解加工工艺,批量加工压铸模三维型面,属于国内首创。该型压铸模分别采用11~16块镶拼合成模、辐射抽芯脱模的叶型模块结构,模块材料为3Cr2W8V模具钢。 在流场设计、加工参数、工艺装备与操作管理方面采取一系
标签: 2019-10-06数控加工工艺设计的精典案例详解数控加工工艺设计的主要内容举例详解 -工艺设计是对工件进行数控加工的前期工艺准备工作,它必须在程序编制工作以前完成。(一)数控加工工艺设计的主要内容(二)选择并确定零件的数控加工内容当选择并决定对某个零件进行数
标签: 2019-10-06湖南铁道职业技术学院(株洲市412001)彭定江荧陈跃忠0前言1原加工工艺减速箱为机械传动装置的重要组成部件之一,由传动轴、齿轮和减速箱体组成。减速箱体的作用是保证齿轮的运转精度、为齿轮运转过程中储存、提供润滑和冷却用油、防止灰尘进入。这就
标签: 2019-10-06电磁流量计测量中,电解质流体对金属电极的电化学反应会产生直流极化电压。这种与流速无关的电压被称为流体噪声。流体噪声一直是电磁流量计要解决的重要技术问题之一,从1832年法拉第第一次应用地磁场和电磁感应方法测量泰晤士河流速,到今天人们广泛地应
标签: 2019-10-04丝锥本质是一个螺栓。为了构成切削刃和容屑槽,在前端做出切削部分,并沿纵向或螺旋方向开有沟槽。丝锥种类很多有;手用丝锥,机用丝锥。螺母丝锥,梯形螺纹丝锥,管螺纹丝锥,锥螺纹丝锥,挤压丝锥等等。 丝锥种类虽然很多,但它们在结构上有共同的组
标签: 2019-09-30机床主轴的性能必须在满足了加工精度和效率为前提,一些传统的主轴概念已不能满足现在机床主轴的需求,它的速度和精度,以及刚度、功率的匹配特性要好,这样就要考虑质量。而数控车床加工零件时,车削的参数和走刀路径是设定好之后通过计算机的控制系统来进行
标签: 2019-09-30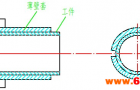
一、工艺分析 1、薄壁类零件自身结构刚性差,在切削过程中易产生振动和变形,承受切削力和夹紧力能力差,容易引起热变形。 2、薄壁类零件加工应按粗、精加工分序。 3、在加工中,内、外表面的切削都会导致工件变形,所以,加工时首先
标签: 2019-09-30
【中国机床商务网】导读:MBD(ModelBasedDefinition,基于模型的定义)是一个用集成的三维模型来完整表达产品定义信息的方法,它以三维标注技术[1]为基础,详细规定了三维模型中产品尺寸、公差等的标注规则和工艺信息的表达方法[
标签: 2019-09-301,快走丝线切割机一次切割工艺的分析 以冲裁模的凸、凹模加工为例,当用快走丝线切割机一次切割工艺完成模具加工时,为使被加工工件获得较好的加工精度及表面质量,一般都采用降低高频电源的脉宽参数,减少功放管的只数,输出电流控制在0.8~1.
标签: 2019-09-30微细电火花线切割(MWEDM)加工过程是一个复杂的随机过程,具有多输入和多输出的特性,难以用一个的数学关系来表示加工条件与加工指标的关系,并且目前对MWEDM放电机理认识还没有完全清楚,而使参数优化成为加工的难点,特别是多项工艺指标要求下的
标签: 2019-09-29电火花线切割加工在对一些难切削的材料、特殊及复杂形状的零件的加工上较传统的切削加工方法具有明显的优势,因此被广泛应用于模具、工具、航空航天等制造加工领域。 根据电极丝运动的方式将电火花线切割机床分为快走丝电火花线切割机床和慢走丝电火花线
标签: 2019-09-29中走丝起源:为了满足用户需要,在保留快速走丝线切割机床结构简单、造价低、工艺效果好、使用过程消耗少等特点的基础上,引用国际上精密模具加工设备的先进理念及慢走丝多次切割技术(即*次切割用较大的电规准进行高速粗切割,然后用精规准和精微规准进行第
标签: 2019-09-29经营:CNC加工中心,数控铣床,卧式加工中心,立式加工中心1、确定工件的加工部位和具体内容 确定被加工工件需在本机床上完成的工序内容及其与前后工序的。 工件在本工序加工之前的情况。例如铸件、锻件或棒料、形状、尺寸、加工余量等。 前道工序已加
标签: 2019-09-29引言 线切割是冲模零件的主要加工方式,然而进行合理的工艺分析,正确计算数控编程中电极丝的设计走丝轨迹,关系到模具的加工精度。通过穿丝孔的确定与切割路线的优化,改善切割工艺,这对于提高切割质量和生产效率,是一条行之有效的重要途径。2实际轨迹的
标签: 2019-09-29中走丝线切割机床加工工艺简介凸模加工工艺凸模在模具中起着很重要的作用,它的设计形状、尺寸精度及材料硬度都直接影响模具的冲裁质量、使用寿命及冲压件的精度。在实际生产加工中,由于工件毛坯内部的残留应力变形及放电产生的热应力变形,故应首先加工好
标签: 2019-09-29线切割的加工工艺主要是电加工参数和机械参数的合理选择。电加工参数包括脉冲宽度和频率、放电间隙、峰值电流等。机械参数包括进给速度和走丝速度等。应综合考虑各参数对加工的影响,合理地选择工艺参数,在保证工件加工质量的前提下,提高生产率,降低生产成
标签: 2019-09-29快走丝线切割机床是目前我国电加工行业的主导产品之一,是模具加工的重要设备,也是电加工机床出口创汇的主要品种。快走丝线切割机床与慢走丝线切割机床相比由于其在性能价格比上的优势,以及它固有的技术特点,近年来被越来越多的国外用户所接受,并已引起外
标签: 2019-09-29数控电火花加工工艺的应用及操作过程 一.数控电火花加工新工艺的应用 电火花加工工艺是实现加工目的直接手段。目前已经开发出了多种电火花加工工艺,并在生产中取得了一定的经济效益。下面介绍几种在数控电火花加工中新应用的工艺及其优势。
标签: 2019-09-29电火花加工工艺影响加工精度简析1.加工间隙(侧面间隙)的影响 加工间隙的大小及其一致性直接影响电火花成形加工的加工精度。只有掌握每个规准的加工间隙和表面粗糙度的数值,才能正确设计电极的尺寸,决定收缩量,确定加工过程中的规准转换。2.表面粗糙
标签: 2019-09-29

 QQ交流群
QQ交流群

