

 江西T型槽平板加工|沧州沧丰加工定做铸铁地板
江西T型槽平板加工|沧州沧丰加工定做铸铁地板
 内蒙古检验划线平台生产企业/沧丰量具生产加工铸铁平台
内蒙古检验划线平台生产企业/沧丰量具生产加工铸铁平台
 辽宁检验划线平板企业/沧州沧丰工量具厂家加工焊接平台
辽宁检验划线平板企业/沧州沧丰工量具厂家加工焊接平台
 吉林铸铁平台企业|沧丰工量具加工订制T型槽平台
吉林铸铁平台企业|沧丰工量具加工订制T型槽平台
 贵州镁铝合金平尺加工/沧州沧丰工量具生产镁铝合金平尺
贵州镁铝合金平尺加工/沧州沧丰工量具生产镁铝合金平尺
 安徽机床铸件企业/沧州沧丰加工订制机床铸件
安徽机床铸件企业/沧州沧丰加工订制机床铸件
 湖北T型槽平板加工厂家|沧丰工量具厂家定做T型槽平板
湖北T型槽平板加工厂家|沧丰工量具厂家定做T型槽平板
 山东铸铁平板加工厂家/沧州沧丰加工生产铁地板
山东铸铁平板加工厂家/沧州沧丰加工生产铁地板
产品详情
欢迎来到沧州沧丰工量具有限公司!
- 全国服务热线:0317-8383033 13582768159
- 移动版


T型槽平板、镁铝平尺、检验划线平板、划线平板...




产品价格面议
最小起订量:可售数量:


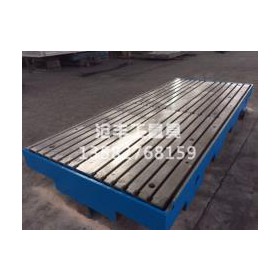
划线平板(平台)的用途是检查机器零件平面度,直线度等形位公差的测量基准,也可用于零件划线研磨加工,安装设备等用途。是检验机械零件平面、平行度、直线度等形位公差的测量基准,也可用于一般零件及零件的划线、铆焊研磨工艺加工及测量等。
划线平板在安装调试后,把划线平台的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和划线平台的工作面有过激的碰撞,防止损坏划线平台的工作面;工件的重量不可以超过划线平台的额定载荷,否则会造成工作质量降低,还有可能损坏划线平台的结构,甚至会造成划线平台变形,使之损坏,无法使用。
五、也可以根据用途在划线平台表面刻制刻度线,使划线、测量等工作方便。
 划线平台刮研步骤详细介绍及刮研铲刮维修
划线平台刮研步骤详细介绍及刮研铲刮维修
{一}、划线平台刮研步骤详细介绍
划线平台刮研步骤详细介绍分别是:粗刮、细刮、精刮3个阶段。
A,粗刮
刀迹要宽大、要大刀阔斧地进行操作。对每个点只刮一次不重复刮。刀迹方向是同方向顺次排列,每轮变换一次。经过反复循环不断刮研,黑点由变稠密,从不均匀到均匀,当任意刮方(25mm×25mm)达到4~6点时,表面粗糙度达到Ra2.5~Ra3.2时即告粗刮阶段中止。
B,精刮阶段:
精刮是在细刮基础上进行的,精刮的任务是进行提高刮研表面质量,兼顾、核定形位误差。精刮要磨好平面刮刀,刀刃锋利,落刀要稳要轻,特别要避免刀角划伤表面,精刮刀迹宽5~7mm,甚至窄短,视刮削平面大小而变化。检验平板刀迹建议采用左扭转法或右扭转法,刮削时用力好要小,刮花则例外。当黑点增加到每任意方20~25点时,即精刮结束,其平板平面度应为0.01mm/500m㎡以下,表面粗糙度为Ra0.8~Ra1.6。
C,细刮阶段:
细刮在粗刮基础上进行。细刮的任务主要解决表面质量问题,即接触精度、几何精度(平面度达到0.01mm/500m㎡)、表面粗糙度(Ra1.6~Ra3.2),同时还要兼顾到形位误差。细刮的刀迹宽为6~8mm,长10~12mm,刀迹建议采用直推加扭转法,正“6”块反“6”块刀迹较好,当任意刮方达到10~12点时细刮阶段即告中止。
刮研平面用于未淬火的铸铁检验平板工件,它可使两个平面之间到达严密触摸,能取得较高的形状和方位精度,加工精度可达IT7级以上,外表粗糙度值Ra0.8~0.1μm。
{二}、划线检验平台刮研铲刮维修时刮刀角度
划线检验平台也称划线检验平台、平板,是用于工件检验、划线、装配、安装等工作的平面基准量具,广泛应用于机床、机械加工、仪器仪表、轨道交通等领域。
划线检验平台使用,当划线检验平台平面磨损从而使得划线检验平台平面度超差,精度等级达不到使用要求时就需要对划线检验平台进行刮研铲刮、维修修理,通过刮研工人、铲刮工人手工刮研铲刮维修来恢复划线检验平台平面度精度等级。
划线检验平台刮研、划线检验平台铲刮、划线检验平台维修由刮研工人、铲刮工人使用刮刀来进行刮研铲刮、维修修理,刮刀常用碳素工具钢或者轴承钢锻造成形,刃磨后刀头淬火至60HRC左右,也可以在刀杆上镶嵌或者焊接高速钢、硬质合金刀头,划线检验平台粗刮时刀头楔角一般为90-92.5度;细刮时为95度左右,精刮时刮刀楔角为97.5度左右。
划线检验平台刮研、划线检验平台铲刮、划线检验平台维修时,对刮刀施力的大小应根据划线检验平台表面硬度和粗刮、精刮要求而定。刮削时,刮刀刀片和刀柄受力产生弹性变形,导致刮削角度发生变化,刮刀前角和后角逐渐由大变小,同时,刮刀刀片对划线检验平台表面进行挤压,产生压光作用,表面质量得到提高。
沧州沧丰工量具有限(http://www.cangfenglj.com)主要产品有机床铸件、三坐标测量平台、刮研平台、机床机械铸件,花岗石平台及量具等以及镁铝合金平尺、梅花扳手、防磁工具、防爆工具等。我们的产品广泛应用于机械,汽车,高铁,风电,电机,发动机业等等。