

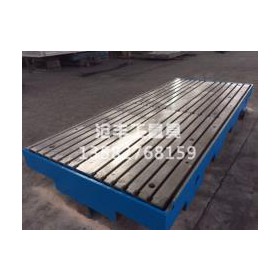
 江西T型槽平板加工|沧州沧丰加工定做铸铁地板
江西T型槽平板加工|沧州沧丰加工定做铸铁地板
 内蒙古检验划线平台生产企业/沧丰量具生产加工铸铁平台
内蒙古检验划线平台生产企业/沧丰量具生产加工铸铁平台
 辽宁检验划线平板企业/沧州沧丰工量具厂家加工焊接平台
辽宁检验划线平板企业/沧州沧丰工量具厂家加工焊接平台
 吉林铸铁平台企业|沧丰工量具加工订制T型槽平台
吉林铸铁平台企业|沧丰工量具加工订制T型槽平台
 贵州镁铝合金平尺加工/沧州沧丰工量具生产镁铝合金平尺
贵州镁铝合金平尺加工/沧州沧丰工量具生产镁铝合金平尺
 安徽机床铸件企业/沧州沧丰加工订制机床铸件
安徽机床铸件企业/沧州沧丰加工订制机床铸件
 湖北T型槽平板加工厂家|沧丰工量具厂家定做T型槽平板
湖北T型槽平板加工厂家|沧丰工量具厂家定做T型槽平板
 山东铸铁平板加工厂家/沧州沧丰加工生产铁地板
山东铸铁平板加工厂家/沧州沧丰加工生产铁地板
产品详情
欢迎来到沧州沧丰工量具有限公司!
- 全国服务热线:0317-8383033 13582768159
- 移动版


T型槽平板、镁铝平尺、检验划线平板、划线平板...




产品价格面议
最小起订量:可售数量:


刀口尺重量轻、容易保养、硬度非常高,是新一代产品,综合性能优于其它同类产品。具有结构简单,操作方便,测量效率高等优点,是机械加工常用的测量工具。
刀口尺的用途:主要用于以光隙法进行直线度测量和平面度测量,也可与量块一起,用于检验平面精度,它具有结构简单,操作方便,测量效率高等优点,是机械加工常用的测量工具。刀口尺的精度一般都比较高,直线度误差控制在1μm左右,测量面粗糙度R,为0.025件m的精度。
刀口尺应选择合金工具钢,轴承钢或镁铝合金材料而成。应经过稳定性处理和去磁处理。
刀口尺测量时将刀口尺的的刀口垂直在被测平面上,用塞尺来塞刀口下的缝隙,从而测量出平面度误差。检验时,如果刀口尺与工件平面透光微弱而均匀,则该工件平面度合格;如果进光强弱不一,则说明该工件平面凹凸不平。
 平尺扭曲度的检定以及差运算法
平尺扭曲度的检定以及差运算法
(一)、平尺扭曲度的检定
用三尺互研法新制和修理后的平尺易产生扭曲现象。为了梗好地保证镁铝平尺的加工质量和使用性能,对于工作面宽50mm以上的平尺应检定平尺工作面的扭曲度。检定方法:检定规程规定用合像水平仪横放在平尺上,其任意两个位置读数差不应超过规定数值的1/4.国家标准规定按平面度进行检测,其误差应不大于表规定的直线度值。其检测方法可自选。例如可用水平仪在平尺工作面上按四条封闭的轨迹检测出各点的读数,按平面度误差定义求出工作面平面度误差值。这两种方法都能控制平尺扭曲度误差,可按具体情况选用。
平尺局部误差的检验
平尺工作面直线度,通常是用水平仪或自准确直仪以节距法进行检定。这种方法是通过对平尺规定的截面上个别点进行检测,根据这些点的数据计算出整个长度的平尺直线度误差值。该法受到测点限制,不可能对平尺整个长度做完整的检定,仍有局部位置未检定。通常把平尺局部位置的误差称为局部误差。为了真实反映整个长度上平尺直线度误差状况,对平尺局部误差进行检验。
我国行业标准做出了平尺任意200mm上的直线度误差检验的规定。明确指出是用50mm或100mm的桥板,在任意200mm长度范围内按检定直线度的方法步骤进行检验。
使用平尺进行测量时应注意:
使用前,将平尺工作面和被测表面擦拭干净,不应有锈蚀,斑痕,鳞片,凹坑,裂缝以及其他缺陷,否则将会直接影响测量的准确度,甚至划伤平尺和被测工件的工作面。
使用平尺时,应按被测件的不同要求,选用不同准确度等级的平尺。
(二)、铸铁平尺的二尺和差运算法
镁铝合金平尺的检验工作是一项非常重要的工作,这项工作的任务非常的艰巨,做好这项工作也是非常神圣的,我们作为铸铁平尺的检验人员务必要将这项工作做好做扎实。
如果要测量被测铸铁平尺a的直线度误差,而现有平尺b精度不高,不能作为测量的基准使用(这种问题的情况是存在很多的,得到足够的重视),则可采用二尺和差运算法进行测量。即用电感测微仪和差运算装置及两测量头组合测量出二尺在各点上的直线度误差之和及差,然后解其方程求得二尺在各点上的各自直线度误差。
镁铝平尺使用时间长了,精度达不到了,如果这样就报废了话是非常可惜的一件事情,会造成资源的浪费。大家知道吗?镁铝平尺是可以维修的,维修比新购产品是非常划算的,客户如有镁铝平尺想要维修的化,选择伟成量具是非常明智的选择,我们会将您的镁铝平尺恢复如新的。
镁铝平尺是可以通过刮铲来维修的,这是一种比较原始的工艺,这种工艺加工出来的产品效果是非常理想的,一般500mm的镁铝平尺维修后的精度是可以达到出厂时的0级精度的。
沧州沧丰工量具有限(http://www.cangfenglj.com)主要产品有机床工作台、三坐标测量平台、焊接平台、刮研平板、机床机械铸件,花岗石平台及量具等以及刀口尺、梅花扳手、防磁工具、防爆工具等。我们的产品广泛应用于机械,,汽车,高铁,风电,电机,发动机业等等。