
产品详情
欢迎来到温州强亨机械有限公司!
- 全国服务热线:86-577-86808677 18857750366
- 移动版


转子泵,凸轮转子泵,正弦泵,双螺杆输送泵,均质...




产品价格22600.00元/台
最小起订量:1 台可售数量:100 台


 企业名片
企业名片| 槽数 | 3 |
|---|---|
| 工作方式 | 手动、自动 |
| 功率 | 2.2KW |
| 规格 | 500 |
| 机器类型 | 清洗机 |
| 类型 | 一体式 |
| 适用领域 | 食品饮料 |
| 用途 | 食品制药行业 |
| 清洗温度 | 60(℃) |
| 品牌 | 强亨 |
| 型号 | JHQX |
| 加工定制 | 是 |
产品详情
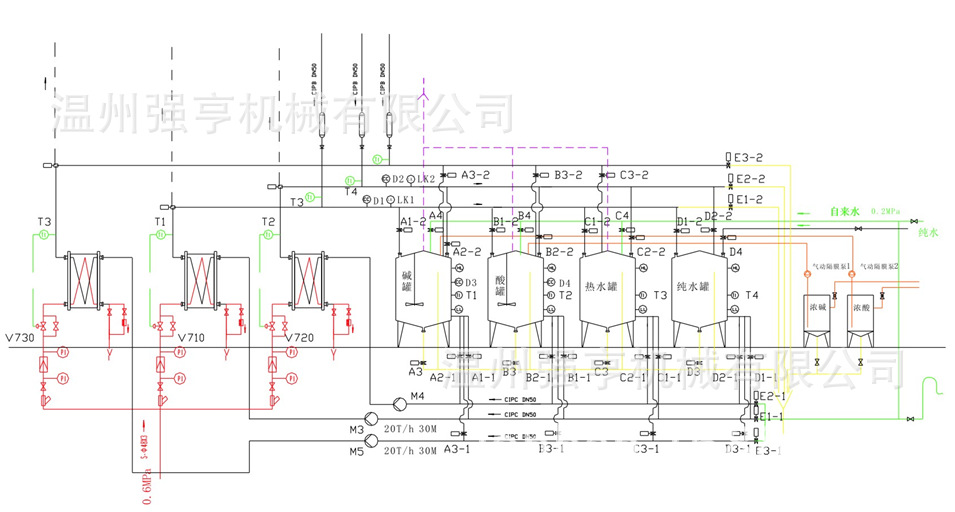
工作原理 
根据设置程序(程序可调)由CIP清洗系统自动配制清洗液,经气动控制阀与增压泵、回流泵
来完成清洗液的输送及回流循环清洗、排放、回收整个清洗过程。通过电导率、温度控制仪、
酸碱计量泵及PLC触摸屏组成的控制系统达到了自动在线清洗。可以对每一道清洗程序时间、
流量、电导率进行检测与记录,可打印输出,同时能确保清洗液温度和浓度在相应清洗过程
中自动恒定,系统清洗结果由电导率仪自动检测显示,准确无误。


CIP清洗系统能保证一定的清洗效果,提高产品的安全性;节约操作时间,提高效率;节约劳
动力,保障操作安全;节约水、蒸汽等能源,减少洗涤剂用量;生产设备可实现大型化,自
动化水平高;延长生产设备的使用寿命。CIP清洗的作用机理化学能主要是加入其中的
化学试剂产生的,它是决定洗涤效果最主要的因素。
酸、碱洗涤剂的优点有:酸洗能通过化学反应去除钙盐和矿物油等残留;碱洗能通过皂化反应
去除脂肪和蛋白等残留。
缺点有:对皮肤有较强的刺激性;水洗性差。
灭菌剂的优点有:杀菌效果迅速,对所有微生物有效;稀释后一般无毒;不受水硬度影响;在
设备表面形成薄膜;浓度易测定;易计量;可去除恶臭。
缺点有:有特殊味道;需要一定的储存条件;不同浓度杀菌效果区别大;气温低时易冻结;用
法不当会产生副作用;混入污物杀菌效果明显下降;洒落时易沾污环境并留有痕迹。
酸碱洗涤剂中的酸是指1%—2%硝酸溶液,碱指1%—3%氢氧化钠在65℃—80℃使用。灭菌
剂
为经常使用的氯系杀菌剂,如次亚氯酸钠等。热能在一定流量下,温度越高,黏度系数越小,
雷诺数(Re)越大。温度的上升通常可以改变污物的物理状态,加速化学反应速度,同时增
大污物的溶解度,便于清洗时杂质溶液脱落,从而提高清洗效果、缩短清洗时间。运动能的
大小是由Re来衡量的。
Re的一般标准为:从壁面流下的薄液,槽类Re>200,管类Re>3000,而Re>30000效果最好。水的溶解作用水为极性化合物,对油脂性污物几乎无溶解作用,对碳水化合物、蛋白质、低级
脂肪酸有一定的溶解作用,对电解质及有机或无机盐的溶解作用较强。机械作用由运动而产生
的作用,如搅拌、喷射清洗液产生的压力和摩擦力等。清洗效果的影响因素设备污染程度、
污染物性质及产品生产工艺等它是决定清洗效果的重要原因,如果清洗时不根据其特性来确定
CIP的条件,很难达到理想的目的或因此导致清洗费用过高等缺陷。清洗剂种类,截此2012年
食品行业应用的清洗剂种类很多,主要有酸碱类等,其中氢氧化钠和硝酸应用最为广泛。碱类
洗涤剂对含蛋白质较高的污物有很好的去除作用,但对食品橡胶垫圈等有一定腐蚀作用。酸类
洗涤剂对碱性清洗剂不能去除的顽垢有较好效果,但对金属有一定的腐蚀性,应添加一些抗腐
蚀剂或用清水冲洗干净。清洗剂还有表面活性剂、螯合剂等,但只在特殊需要时才使用,如清
洗用水硬度较高时可使用螯合剂去除金属离子。清洗剂浓度提高清洗剂浓度时,可适当缩短清
洗时间或弥补清洗温度的不足。清洗剂浓度增高会造成清洗费用的增加,而且浓度的增高并不
一定能有效地提高清洗效果,因此厂家有必要根据实际情况确定合适的浓度。洗液温度通常而言,温度每升高10℃,化学反应速度会提高1.5—2.0倍,清洗速度也相应提高,清洗效果
较好。清洗温度一般不低于60℃。清洗时间受许多因素的影响,如清洗剂种类、浓度、清洗温度、产品特性、生产管线布置以及设备设计等。清洗时间必须合适,太短不能对污物进行有效
去除,太长则浪费资源。

以饮料行业为例,其清洗程序如下:
1.洗涤3—5分钟,常温或60℃以上的热水;碱洗10—20分钟,1%—2%溶液,60℃—80℃;中间洗涤5—10分钟,60℃以下的清水;最后洗涤3—5分钟,清水。
2.洗涤3—5分钟,常温或60℃以上的热水;碱洗5—10分钟,1%—2%溶液,60℃—80℃,
中间洗涤5—10分钟,60℃以下的清水,杀菌10—20分钟,90℃以上的热水。
清洗流量保证流量实际上是为了保证清洗时的清洗液流速,从而产生一定的机械作用,即通过
提高流体的湍动性来提高冲击力,取得一定的清洗效果。
标准CIP清洗效果评定标准作为食品行业理想的CIP,清洗效果必须达到以下标准:
1、气味:清新、无异杂味,对于特殊的处理过程或特殊阶段容许有轻微的气味但不影响到最
终产品的安全和自身品质。
2、视觉:清洗表面光亮,无积水,无膜,无污垢或其他。同时,经过CIP处理后,设备的生产
处理能力明显改变。卫生指标微生物指标达到相关要求;不能造成产品其他卫生指标的提高。
经济性在同时能满足清洗的条件下,成本是衡量清洗效果的重要因素。操作CIP操作必须相对
安全、方便等。随着食品生产机械化和自动化程度的不断提高,CIP系统得到广泛的研究与应用,同时科学的进步和市场的不断规范,它在食品生产中的普及率会不断加大。
目前,就地清洗系统已广泛应用于饮料、乳品、果汁、啤酒、制糖、生物制药等机械化程度
较高的生产企业中。小型移动式CIP系统主要应用于生物发酵、制药行业。
产品实图 







1、目的 规范CIP清洗操作程序,进行设备的维护,保证生产连续正常进行。
2、适用范围
CIP清洗工段。
3.内容
3.1清洗顺序:40℃清水、2%碱、40℃清水、0.8%酸、90℃以上热水、依次清洗。
3.2按规定时间清洗并记录。
3.3加水量约80%,即盖住加热盘管即可。
3.4酸碱浓度:
3.4.1清洗前检测浓度,不够可添加适当的量。
3.4.2根据酸碱污染程度,决定是否重新配制。
3.5正确连接进出分配器。
3.6时常检查输水器,防止阻塞。
3.7检查管道、阀门无误后,方可启动离心泵进行清洗。
3.8当用酸碱清洗时,清洗完毕后,打开回流泵,使酸碱分别流入酸罐、碱罐。
3.9最后用清水进行冲洗,清洗完毕。
3.10用试纸测试呈中性即可。
联系方式
此款有多种型号,多种配置,列出的价格仅供参考。
具体的欢迎咨询!
联系电话:0577-8680 8677、8682 9696
公司传真:0577-8680 8689
联系人:陈经理
公司网址://www.jonhen.net
邮箱地址:jonhen969@163.com
 工作原理
工作原理