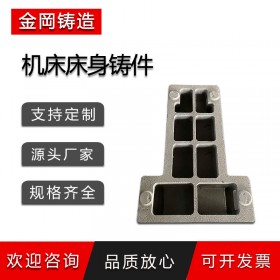
 金岡铸造 定制机床床身铸件 大型铸铁机床件硬度好不易磨损
金岡铸造 定制机床床身铸件 大型铸铁机床件硬度好不易磨损
 数控机床铸件 金岡机械加工龙门铣床铸造件 消失模铸铁床身定做
数控机床铸件 金岡机械加工龙门铣床铸造件 消失模铸铁床身定做
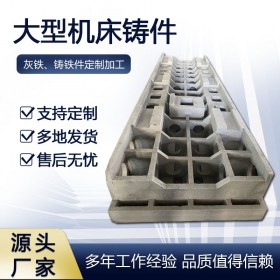
 金岡铸造 大型机床铸件 灰铁球铁铸件
金岡铸造 大型机床铸件 灰铁球铁铸件



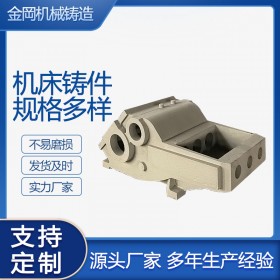
 球磨铸件 床身底座铸造件 数控机床铸铁 加工定做金岡机械
球磨铸件 床身底座铸造件 数控机床铸铁 加工定做金岡机械
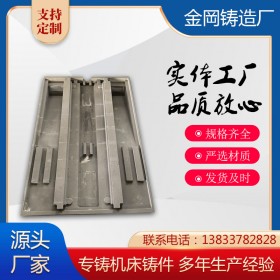 金岡铸造 大型机床铸件 翻砂真空机床床身铸件 支持定制
金岡铸造 大型机床铸件 翻砂真空机床床身铸件 支持定制
 金岡 大型机床床身铸造 铸铁件 球墨铸件 灰铁 支持定制
金岡 大型机床床身铸造 铸铁件 球墨铸件 灰铁 支持定制
 厂家供应真空机床铸件加工线身车床卧加立式底座箱体铸造加工
厂家供应真空机床铸件加工线身车床卧加立式底座箱体铸造加工
 数控机床铸件 机械加工翻砂真空铸造床身 灰铁机床高压铸造厂家
数控机床铸件 机械加工翻砂真空铸造床身 灰铁机床高压铸造厂家
产品详情
欢迎来到金岡机械有限公司!
- 全国服务热线:13833782828 13833782828
- 移动版


来图定做机床铸件 灰铁球铁铸件





产品价格面议
最小起订量:10 吨可售数量:100 吨


球铁铸件主要由铁、碳和硅组成。在这些合金中,碳含量超过了共晶温度下奥氏体固溶体中的剩余量。
球铁铸件的热处理只能改变基体组织,而不能改变石墨形态。因此,热处理不能显著改变球铁铸件的力学性能,而压铸铝件的低塑性使其难以实施降温的热处理方法,因此球铁铸件的热处理受到很大的短板。其热处理主要用于降低应力和提高加工性能。
※降低内应力退火(时效处理)——低温退火。将铸件放入100~200的炉中,缓慢升温至500~600,保温4~8小时,缓慢降温。
※提升可加工性的退火——高温退火,降低硬度,将铸件加热至850~900,保温2~5h,缓慢降温至400~500,出炉空冷。
※表面硬化——提
球铁铸件应用:
♂化学成分:Wc=2.4%~2.8%
♂生产方法:可锻球墨铸铁件是通过石墨化退火获得石墨团的球墨铸铁件。
♂石墨化退火工艺:在900~1000下保温15小时,然后用炉慢慢降温至650以下,然后出炉空冷,即可获得F基可锻球墨铸铁件。
压铸铝件的操作要点:
1、压铸铝件介绍,对于较小零件,可进行滚光处理(不需磨抛)。适合磨、抛的零件,操作时用力要均匀,除去锌铸件表面的厚度不应超过其致密层的厚度,因为下面则为多孔、疏松结构。若磨光用力过度会破坏基体表面的致密层,结果使抛光膏和槽液进入已的孔隙、裂纹中,影响镀层质量。
2、抛光时,应先用黄抛光膏粗抛,然后用白抛光膏精抛。使用抛光膏应少量、勤用为原则,用量多时,抛光膏会粘在工件的凹槽、内孔处,给去污带来困难,但也不能太少,否则,会使表面局部过热而出现小麻点,使镀层产生起泡、脱皮等疵病。
3、压铸铝件阐述,零件经过上述磨、抛光后,应尽快用汽油刷洗去除抛光膏残留物,以免抛光膏固化,影响化学除油质量。
4、压铸铝件讲述,应使用洗衣粉(B型),颗粒小、密度大、泡沫少,放入水中溶解快,手接触溶液无烧手感,溶液清而滑爽,去污效果优良果。要特别注意:加酶洗衣粉的水温不能超过60℃,否则,酶将会失去活性,影响除油效果。此外,对于体积大的压铸铝件,可以用毛刷或抹布粘上洗衣粉手工擦拭除油。