

 山西地轨加工/华港机械铸造量大从优
山西地轨加工/华港机械铸造量大从优
 湖北机床铸件加工/华港机械品质保障
湖北机床铸件加工/华港机械品质保障
 广西机床铸件订制加工/华港机械铸造有限责任
广西机床铸件订制加工/华港机械铸造有限责任
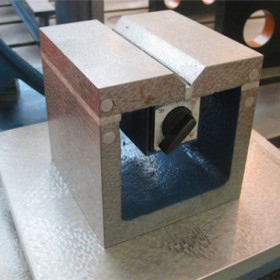 福建检验方箱加工/华港机械实力雄厚
福建检验方箱加工/华港机械实力雄厚
 河南检验方箱厂价直营/华港机械铸造有限责任售后三包
河南检验方箱厂价直营/华港机械铸造有限责任售后三包
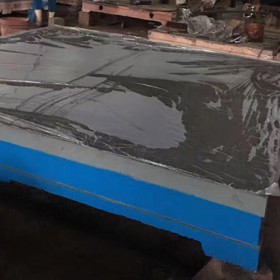
 天津铸铁检验平台加工厂家/华港机械性能稳定
天津铸铁检验平台加工厂家/华港机械性能稳定
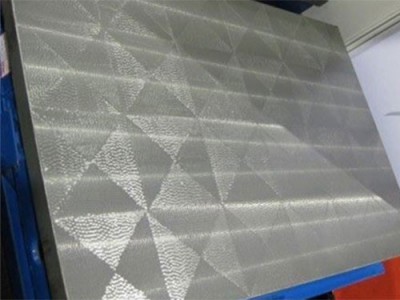
 陕西铸铁平板加工/华港机械铸造有限责任质量保障
陕西铸铁平板加工/华港机械铸造有限责任质量保障
产品详情
欢迎来到华港机械铸造有限责任公司!
- 全国服务热线:0317-8175558 13931761520
- 移动版


铸铁平台,T型槽平板,检验方箱,铁地板,地轨,机...


产品价格面议
最小起订量:可售数量:


铸铁平台的加工与t型槽的加工是没有关系的,但是在规划时需求依据t型槽的巨细,深度以及密度进行的丈量,把全体的承载能力规划好。还有在刮研时分的t型槽是否妨碍也是值得考虑的,有的时分槽太密,不易处理,所以依据的加工要求,精度要求进行时刻进行刮研,刮研的精度需求进行的洽谈,以便到达的作用!
 总的老说t型槽的多少回对刮研时刻形成比较慢的时刻,这儿面有刮研速度,中心有槽确实比较慢,还的躲着它,这样就会出现慢工,增加成本!许多用户在铸铁T型槽平台时,不能供给需求T型槽平台的具体参数,导致技术部不能及时为您供给质优价廉的铸铁产品。为了方便广阔用户,在这儿我为客户准备了一个图纸里边标明了所需求的数据。
总的老说t型槽的多少回对刮研时刻形成比较慢的时刻,这儿面有刮研速度,中心有槽确实比较慢,还的躲着它,这样就会出现慢工,增加成本!许多用户在铸铁T型槽平台时,不能供给需求T型槽平台的具体参数,导致技术部不能及时为您供给质优价廉的铸铁产品。为了方便广阔用户,在这儿我为客户准备了一个图纸里边标明了所需求的数据。
槽开口的巨细(依据使用的螺栓巨细规划,槽都是标准的)开槽的数量槽与槽之间的距离,开槽的方面,铸铁T型槽平台需求的承重(依据承重规划实心面板厚度)精度(一般小标准的是2级精度,大标准的是3级精度,要求精度高的要精刮)
焊接平台的生产过程为 :做型—铸造—机床加工—刮研—查验—包装—发货或入库。 平台平板在生产的过程中需求通过两次回火处理,然后上机床加工,人工刮研。通过两次回火后铸铁平台的精度 加安稳,耐磨性能 ,人工刮研可以使铸铁T型槽平台到达抱负的精度。
正确地使用铸铁平板和精密量具是产品质量的重要条件之一。要保持量具的精度和它工作的可靠性,除了在使用中要按照合理的使用方法进行操作以外,还须做好量具的维护和保养工作。
1、在机床上测量零件时,要等零件停稳后进行,否则不但使量具的测量面过早磨损而失去精度,且会造成事故。尤其是车工使用外卡时,不要以为卡钳简单,磨损一点无所谓,要注意铸件内常有气孔和缩孔,一旦钳脚落入气孔内,可把操作者的手也拉进去,造成严重事故。
2、测量前应把量具的测量面和零件的被测量表面都要揩干净,以免因有脏物存在而影响测量精度。用精密量具如游标卡尺、百分尺和百分表等,去测量锻铸件毛坯,或带有研磨剂(如金刚砂等)的表面是错误的,这样易使测量面很快磨损而失去精度。
3、量具在使用过程中,不要和工具、如锉刀、榔头、车刀和钻头等堆放在一起,免碰伤量具。也不要随便放在机床上,免因机床振动而使量具掉下来损坏。尤其是游标卡尺等,应平放在盒子里,免使尺身变形。
4、量具是测量工具,不能作为其他工具的代用品。例如拿游标卡尺划线,拿百分尺当小榔头,拿钢直尺当起子旋螺钉,以及用钢直尺清理切屑等都是错误的。把量具当玩具,如把百分尺等拿在手中任意挥动或摇转等也是错误的,都是易使量具失去精度的。
铸铁平台铸造时的注意事项:铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等缺陷。铸造清理过程的控制,清理过程是量具铸件冷却后从铸型中清理量具铸件,以获得表面无缺陷的量具铸件。
铸铁平台的切削加工性及基准面:在机械生产中,为了稳定铸件尺寸,常将铸件在室温下放置,然后才进行切削加工。这种措施也被称为时效。但这种时效不属于金属热处理工艺。在铸铁平台生产中,为了铸铁平台在使用中尺寸、形状发生变化,常在低温回火后精加工前,把平台重新加热到100-150摄氏度,保持 时间,通过这种时效处理来稳定平台的质量。
华港机械铸造有限责任(http://www.huagangjixiezz.com)是铸铁平台生产厂家,本主要产品有:铸铁平板、铸铁方箱,还可根据用户需要有团队上门为用户安装调试修理平直量具和机床等,T型槽地轨、检验平板等产品深受客户的好评,企业设备完善,在董事长兼总经理的带领下,全体员工团结一致,愿于各界同仁携手共创美好明天。
圆形平板(http://www.huagangjixiezz.com/hgpb/hgpb.html)
装配平台(http://www.huagangjixiezz.com/hgpb/hgpb50.html)
铸铁工作台(http://www.huagangjixiezz.com/hgpb/hgpb52.html)