


 大型铸铁平台 生产设计 河北铸铁平台工厂
大型铸铁平台 生产设计 河北铸铁平台工厂
 大型铸铁平台 1级重型铸铁平台 机床平台生产
大型铸铁平台 1级重型铸铁平台 机床平台生产
 湖北武汉武汉供应铸铁地板,铸铁地板,铸铁板价格
湖北武汉武汉供应铸铁地板,铸铁地板,铸铁板价格
 铸铁地板|铁地板|铁地板加工|来图加工|河北威岳|
铸铁地板|铁地板|铁地板加工|来图加工|河北威岳|
 车间供应铸铁地板 铸铁地板 铸铁底板 铸铁板
车间供应铸铁地板 铸铁地板 铸铁底板 铸铁板
 铸铁地板系列|铸铁地板|铁地板|河北威岳
铸铁地板系列|铸铁地板|铁地板|河北威岳
 供应铸铁地板 钢地板 铸造铁地板
供应铸铁地板 钢地板 铸造铁地板
 铸铁地板价格_铸铁地板报价
铸铁地板价格_铸铁地板报价
产品详情
欢迎来到河北威岳机械公司!
- 全国服务热线:15350773479 15350773479
- 移动版


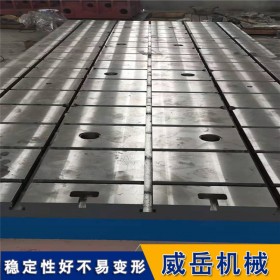
铸铁平台,铸铁平板,试验平台,T型槽铸铁平台...



产品价格5233.00元/件
最小起订量:1 件可售数量:3622 件


刨根问底说说铸铁地轨
铸铁地轨模样的工艺设计常出现以下错误:分模面选择不当,致使上型过高,或在砂型中形成很深的型腔。模样在模底板上的位置布置不当,使凹陷处难于舂实,这可能是由于模样距箱壁太近,或模样排列过密所致。由于模拥挤,会引起铸铁地轨产生胀砂,即使没有明显的胀砂,也会发生机械粘砂。由于产生问题的根源相同,铸铁地轨机械粘砂和胀砂会出现在上。直浇道、冒口和横浇道的位置布置不当,会出现不易舂实的凹陷部位,这与铸铁地轨浇冒口系统的布局有关。起模斜度<1.5°时,即使整个砂型的紧实度合适,也会使铸铁地轨砂型表面撕裂,易于使金属或金属氧化物渗入模样的工艺结构不好,导致铸铁地轨金属液静压力过高。由于静压力的高,铸铁地轨砂型的负荷也加重,因此需要采用殊的砂型或方法,以抵挡金属液对砂型的透压力。
铸铁地轨砂箱产生这些问题的一般原因如下:箱带的位置不当,妨碍某些凹陷部位的舂实,因而导致铸铁地轨砂型局部过软,引起胀砂或机械粘砂。因铸铁地轨砂箱太小造成舂砂不实。箱带位置不当,使铸铁地轨直浇道和冒口不能放在合适的位置上,以致铸铁地轨冒口或直浇道与模样间的型砂舂不紧实。又因该处必然中,使机械粘砂为严重。因此,如铸铁地轨直浇道或冒口的位置不能改变,则须将箱带割去一块或整个去掉。上箱过高,铸铁地轨机械粘砂通常与型腔表面的抗透能力及金属液的静压力有关,铸铁地轨金属液压力的大小,与金属的密度和上箱如从铸件补缩需要出发,上箱应有一定高度,但型砂性能也一定要随之加以改变。浇冒口的位置不当导致砂型局部过热,从而促使型腔表面过早毁坏,铸铁地轨金属液或在高温下形成的金属氧化物容腔表面。
金属成分:易于形成流动性好的金属氧化物,流动性好的金属比表面张力高或粘稠的金属容易引起机械粘砂。合金中含有低熔点成分,如铅青铜中的铅容易引起铸铁地轨机械粘,因为铅比母体金属温度还低很多时仍然处于流动状态。需要高温浇注的合金。由于合金流动性好,容易产生机械粘砂。此外,因浇注温度高,加速了氧化物的生成速度,故化铸铁地轨机械粘砂的倾向。
铸铁地轨浇注温度过高时,不但会使金属液流动性提高,还会使金属液迅速氧化,因而加速了氧化性机械粘砂的发生。浇包抬得过高和上箱过高一样,会形成过高的金属压头,促使金属或金属氧化物进入砂型的孔隙中。铸铁地轨粘砂又称为金属液透粘砂,是由液态金属或金属氧化物通过毛细管透或气相透方式钻入型腔表面砂粒间隙面形成的金属和砂粒机械混合的粘附层,清铲粘砂层时可见金属光泽。铸铁地轨机械粘砂表面呈海绵状,牢固地粘附在铸件表面,多发砂芯表面受热作用强烈及砂型紧实度低的部位,如铸铁地轨浇冒口附近、铸件厚大截面、内角和凹槽处。
这类情况较典型的例子有下列几种:直浇道或冒口距型面过近,形成一个热节区,这一热节区的砂型如未舂实,则机械粘砂问题会严重。在一定的铸铁地轨型腔表面过的金属液过多,会把型面加热到足以毁坏的程度。如果型腔中初期凝固的硬壳被后来流入的金属粘砂为严重。在铸铁地轨浇注时,凡能造成金属液压力过高的任何因素,均可能导致铸件产生机械粘砂。
联系人威岳机械谢女士15350773479