

 贵州三维平台/卓峻机床三维柔性焊接平台
贵州三维平台/卓峻机床三维柔性焊接平台
 浙江大理石平板企业|河北卓峻机床厂家直营花岗石机械构件
浙江大理石平板企业|河北卓峻机床厂家直营花岗石机械构件
 安徽铸铁铆焊平板加工厂家|卓峻机床加工定做T型槽铸铁平台
安徽铸铁铆焊平板加工厂家|卓峻机床加工定做T型槽铸铁平台
 上海划线检验平台生产-卓峻机床加工定制划线平板
上海划线检验平台生产-卓峻机床加工定制划线平板
 四川数控机床铸件定制~卓峻机床数控机床床身
四川数控机床铸件定制~卓峻机床数控机床床身
 福建机床铸件订做厂家_河北卓峻机床定制机床铸件
福建机床铸件订做厂家_河北卓峻机床定制机床铸件
 河南焊接平板生产厂家-卓峻机床生产铸铁铆焊平板
河南焊接平板生产厂家-卓峻机床生产铸铁铆焊平板
 江苏检测平台企业-河北卓峻机床生产加工铆焊平板
江苏检测平台企业-河北卓峻机床生产加工铆焊平板
产品详情
欢迎来到河北卓峻机床有限公司!
- 全国服务热线:13931728089
- 移动版


异型机床铸件、划线平台、三维柔性组合夹具、...




产品价格面议
最小起订量:可售数量:


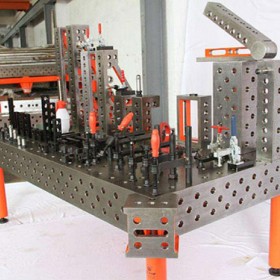
三维柔性组合焊接夹具是将金属切削加工行业使用的组合夹具理论成功运用到焊接加工行业,是从传统的T型平台,槽系平台发展起来的三维孔系组合夹具系统。基本上所有的零部件全部是金属加工件,确认了产品的质量和竞争优势。准确性在装配或焊接过程中,使用定位块、连接块、夹紧器、支撑块,能够对工件准确定位,工件牢固的固定在各个定位点或定位面上。不能定位的工件几率是非常小的。如果工件本身几何尺寸不准确,可以很快被检测出来,在初加工工序中便深受取消。牢固在焊接过程中,仅需要低廉的防飞溅液即可免除3D工作台表面的焊接飞溅。工作台均经过时效处理和特别加工。通过模块设计具有互换性,您能在短时间内完成复杂和准确的工装组合。不论是单一零件或者是装配组件,这种方式都是非常经济的。台面以及各模块上的网格化的精度适宜孔,使装夹达到高准确性和高重复性。
 三维焊接工作台技术要求及讲解的浇铸方位注意事项
三维焊接工作台技术要求及讲解的浇铸方位注意事项
<一>、柔性焊接平台技术要求
柔性焊接平台广泛用于焊接、机械加工和检测工件。例如:钢结构、各种车辆车身、自行车摩托车、工程机械、框架和箱体、压力容器、机器人焊接、钣金加工、金属家具、设备装配、工业管道、检测系统。柔性焊接平台具有经济性、柔性化和耐用性等特点。
三维平台一定要有的平面度,要想有的平面度具备一以下几个条件:
1、厚度要求:主要包括柔性焊接平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
2、材质要求:铸铁HT200-300,硬度:HB170-240。
3、人工退火:在回火窑经过600-700度高温退火时效处理。
4、自然时效:按国标标准应该是2-3年自然时效,由于此工序时间太长,企业受影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在国际上已普遍使用。
5、沙眼与气孔:0级与1级柔性焊接平台不允许有气孔与沙眼,2级和3级可以用与柔性焊接平台同材质固体填充气孔沙眼。注意:填充物的的硬度一定要低于柔性焊接平台本身的硬度。
6、铲刮工艺:人工铲刮在铸铁柔性焊接平台加工过程中是较重要的工艺,它决定了铸铁柔性焊接平台的平面度误差大小,以及工作面的可接触点数。0级板柔性焊接平台在每边为25㎜平方的范围内不少于25点;1级柔性焊接平台在每边为25㎜平方的范围内不少于20点;2级平板柔性焊接平台在每边为25㎜平方的范围内不少于16点;3级平板柔性焊接平台在每边为25㎜平方的范围内不少于12点。铲刮完成后柔性焊接平台四个边棱倒钝。
7、清砂与涂漆:柔性焊接平台底面清砂要彻底,干净且喷涂红色防锈漆。侧面要平整后再涂漆,一般涂篮漆或绿漆。
8、包装要求:主要是木质包装,尽量选用厚质木材覆盖柔性焊接平台上工作面,必要时做全封闭包装。包装前柔性焊接平台工作面防锈措施一定要做好。
9、运输要求、在柔性焊接平台装车后,检查是否有悬空,如有悬空要垫实,避免振动。柔性焊接平台不要摞放过高以免挤压变形。
10、配件选择:主要是支架选择,支架用材为壁厚1.5-2mm的方钢和角铁,焊接密度和结构要合理,调节螺栓要旋转通畅。
<二>、讲解三维柔性焊接工装的浇铸方位注意事项
三维柔性焊接工装的精度是重要的一项性能指标,如果作业场所不干净,充满灰尘在这样的环境下运用铸铁平板会加速它的磨损,使精度下降的过快。工件的分量过大,会超越铸铁平板的承分量,也会形成它的变形,使精度过早的失准。运用铸铁平板不考究,往往在它的某一部位运用,也会形成这一部位过早的磨损,也会形成它的精度过早的超差。一些其他不正确的运用方。而质量并不是由产品自身所选择的并不是说完成了一个制品,外表上看这个废品外观精巧并无任何缺点,可以被界说为“质量高”而是质量是由两大要素组合而成。
三维柔性焊接工装的浇铸方位是指浇铸时铸件在铸型中所处的方位,正确的浇铸方位应易于取得合格的铸件,使整个铸造过程尽量简略,易于控制。正确选择浇铸方位,应遵从以下基本准则:
一、重要面、大平面不向上的准则,这是由于浇铸方位的上面容易出现各种铸造缺陷,如气孔、查孔、沙孔、夹砂等缺陷。
二、焊接平台厚实部分向上的准则,尽量让厚实部分坐落上方,完成次序凝固,易于冒口补缩。关于缩短大的合金是如此。
三、薄壁部分不向上的准则,防止浇缺乏、冷隔
四、浇铸方位还应有利于减少砂芯数量、使砂芯易于固定、易于排气。
河北卓峻机床(http://www.zhuojunjichuang.com)主要产品有三维焊接工作台、龙门铣床铸件、大理石平台、地轨地槽、方箱弯板、配重铁、铸铁机械配件、数控机床床身等,并可根据客户的需求定制异型机床铸件。我产品广泛应用于冶金、机械、化工、汽车、农机、电器、仪表、五金等生产行业。