 上海床身铸件厂家_沧州沧丰大型铸件
上海床身铸件厂家_沧州沧丰大型铸件
 山西铁地板生产厂家|沧丰工量具厂家供应T型槽划线平台
山西铁地板生产厂家|沧丰工量具厂家供应T型槽划线平台
 山西铁地板企业|沧丰量具厂家直营T型槽平台
山西铁地板企业|沧丰量具厂家直营T型槽平台


 重庆大型机床铸件定制|沧丰工量具定做机床底座
重庆大型机床铸件定制|沧丰工量具定做机床底座
 江苏检验平台企业|沧州沧丰生产加工T型槽平板
江苏检验平台企业|沧州沧丰生产加工T型槽平板
 上海镁铝合金平尺厂家|沧州沧丰生产镁铝合金平尺
上海镁铝合金平尺厂家|沧州沧丰生产镁铝合金平尺
 贵州大型铸件定制|沧州沧丰量具定做机床床身
贵州大型铸件定制|沧州沧丰量具定做机床床身
 贵州镁铝合金平尺生产~沧州沧丰工量具厂家订做刀口尺
贵州镁铝合金平尺生产~沧州沧丰工量具厂家订做刀口尺
产品详情
欢迎来到沧州沧丰 工量具有限公司!
- 全国服务热线:13582768159
- 移动版


检验平台、镁铝刀口尺、机床铸件、装配平板、...




产品价格面议
最小起订量:可售数量:


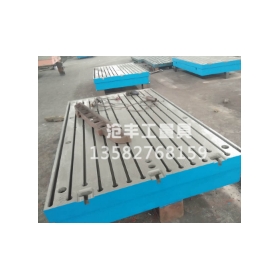
机床底座合理、结构稳定、使用寿命长、材料均采用HT200-300灰铸铁,铸铁机床底座铸件有优良的机械、物理性能,铸铁机床底座可以有各种不同的强度、硬度、韧性配合的综合性能,还可兼具一种或多种性能,如、和低温、等。机床底座是机床的一个重要的基础大件,机床底座的结构尺寸和布局形式,决定了其本身的动态特性。如果机床底座结构设计不合理或刚度不足,会引起床身的各种变形和振动,从而影响整机的性能。机床底座铸件的设计工艺性。进行设计时,除了要根据工作条件和金属材料性能来确定机床底座铸件几何形状、尺寸大小外,还从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少机床底座铸件的成分偏析、变形、开裂等缺陷的产生。
 机床铸件变形的原因有哪些以及浇筑注意事项
机床铸件变形的原因有哪些以及浇筑注意事项
其一、大型机床铸件变形的原因有哪些?
大型机床铸件在高温下浇注,在凝固冷却过程中,因温度下降而产生收缩和发生相变,如收缩和相变受到阻碍,便会在铸件中产生铸造应力。铸造应力按其形成原因可分为热应力、相变应力和机械阻碍应力三种。铸造应力是热应力、相变应力和机械应力三者之和。常用的去除应力的方率不同一般需要30h以上。是普通使用的去除残余应力的工艺方式。但在能源日益紧张的情况下,也不适合应用,而且其经济成本高,不符合企业生产的综合经济效益。所以需要寻找一种能够替代热时效的工艺方法。
三、振动时效法振动时效的实质是以振动的形式给工件施加附加应力。当附加应力与残余应力叠加后,达到或超过材料的屈服限时,工件发生微观或宏观的塑性变形,从而降低和均化工件的残余应力,从而使工件几何尺寸稳定。该工艺方法耗能低、设备简单使用方便,目前普遍应用。
机床铸件材料大多选用灰铁铸铁材质,也有少量的铸钢机床铸件,现代机床铸件设计中用结构钢焊接的床身比例逐渐上升。机床铸件有良好的尺寸稳定性,用来做机床铸件不宜变形,有利于保持机床精度。
其二、机床铸件浇筑的注意事项
为确保机床铸件质量、提高生产率以及做到生产,浇注时应严格遵守操作要领。
1.浇注人员按要求穿好工作服,并配戴防护眼镜,工作场地应通畅无阻。浇包内的金属液不宜过满,以免在输送和浇注时溢出伤人。
2.浇包、浇注工具、炉前处理用的孕育剂、球化剂等使用前充分烘干,烘干后才能使用。
3.为确保机床铸件质量浇注时应及时将铸型中冒出的气体点燃顺气,以免由于铸型憋气而产生气孔,以及由于气体的不燃烧而损害人体健康和污染空气。
4.对于液态收缩和凝固收缩比较大的机床铸件,如中、大型铸件,浇注后要及时从浇口或冒口补浇。
5.为提高生产率以及做到生产,应选择正确浇注速度,即开始时应缓慢浇注,便于对准浇口,减少熔融金属对砂型的冲击和利于气体排出;随后快速浇注,以防止冷隔;快要浇满前又应缓慢浇注,即遵循慢、快、慢的原则。
沧州沧丰工量具有限(http://www.cangfenglj.com)主要产品有机床铸件、三坐标测量平台、刮研平台、机床机械铸件,花岗石平台及量具等以及镁铝合金平尺、梅花扳手、防磁工具、防爆工具等。我们的产品广泛应用于机械,汽车,高铁,风电,电机,发动机业等等。