

 福建大理石划线平台加工|久丰量具生产大理石床身构件
福建大理石划线平台加工|久丰量具生产大理石床身构件
 广西划线平板定制厂家_泊头久丰量具订做划线平台
广西划线平板定制厂家_泊头久丰量具订做划线平台
 辽宁大理石平板平台订做|久丰量具定做大理石划线平台
辽宁大理石平板平台订做|久丰量具定做大理石划线平台
 辽宁铸铁平板厂家|泊头久丰量具铸铁T型槽平台
辽宁铸铁平板厂家|泊头久丰量具铸铁T型槽平台
 辽宁机床铸件生产厂家/泊头久丰量具定做机床床身
辽宁机床铸件生产厂家/泊头久丰量具定做机床床身
 上海大理石平板平台|泊头久丰量具|大理石平板平台
上海大理石平板平台|泊头久丰量具|大理石平板平台
 河南机床铸件定制厂家-久丰量具订做大型灰铁铸件
河南机床铸件定制厂家-久丰量具订做大型灰铁铸件
 海南大理石平板订做/久丰量具大理石床身构件
海南大理石平板订做/久丰量具大理石床身构件
产品详情
欢迎来到泊头市 久丰量具制造有限公司!
- 全国服务热线:18301450246
- 移动版


铸铁平台生产厂家、大理石平板、大型铸件、T型...




产品价格面议
最小起订量:可售数量:


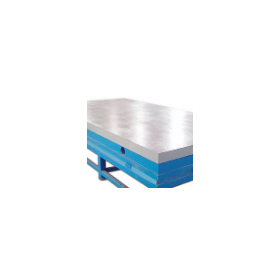
数控机床床身铸件采用树脂砂铸造工艺,选料精细,品质上乘。数控机床铸件、数控机床床身的配比,高的抗拉抗弯强度,使您购无后顾之忧。数控机床床身铸件在生产中采用聚苯乙烯泡塑模样,应用味喃树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在高漫无边际金属液作用下迅速气化,燃烧而消夫,表面质量好等。
 大型机床铸件的铸造工艺要点以及加工工艺要求
大型机床铸件的铸造工艺要点以及加工工艺要求
<一>、机床铸件的铸造工艺要点
铸造是一种传统金属成形行业,机床铸件生产工序多,影响因素多,质量控制难度大,特别的大型机床铸件,无论从工装、造型工艺和浇铸方面都有很高的要求,每个细节都处理好。龙其是铁水的质量和温度,对铸件生产的成败很关键,对铸件材质和性能都有影响
1.大型机床铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以除去。
2.经过机械加工后的床身铸件,涂漆前须用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保表面无油污和其他污物。
3.底漆刷涂或喷、浸要均匀,底漆在使用前须充分搅拌均匀,稀释至适当的年度再进行涂抹。
4.填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前须充分搅拌均匀。
5.如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂须等上以次刮涂的材料干后再进行。
6.使用过氯乙烯填充床身铸件凹陷后须等其干燥后才能进行打磨,每次打磨后均无表面的磨浆和粉尘。
7.采用水磨技术进行打磨,为防止机床铸件经过加工的表面生锈,需要采用防锈水进行打磨。
8.经过打磨后,如果有金属外露现象,需要不刷配套的底漆。
9.在后一到腻子打磨清理干净后,需要喷涂过氯乙烯二道底漆,这样可以提高机床铸件漆膜的平整度,提高漆膜的光泽。
<二>、床身铸件的加工工艺要求
1、大型铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以除掉。
2、经过机械加工后的床身铸件,涂漆前须用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确定除掉表面的油污和其他污物。
3、底漆刷涂或喷、浸要均匀,底漆在使用前须充分搅拌均匀,稀释至适当的年度再进行涂抹。
4、填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前须充分搅拌均匀。
5、如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂须等上以次刮涂的材料干后再进行。
6、使用过氯乙烯填充床身铸件凹陷后须等其干燥后才能进行打磨,每次打磨后均需要除掉表面的磨浆和粉尘。
7、采用水磨技术进行打磨,为防止床身铸件经过加工的表面生锈,需要采用防锈水进行打磨。
8、经过打磨后,如果有金属外露现象,需要不刷配套的底漆。
9、在后一到腻子打磨清理干净后,需要喷涂过氯乙烯二道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。
泊头市久丰量具有限(http://www.btjflj.com)主营多种不同型的基础平台、大型灰铁铸件、大理石V型架产品行销各地,以诚待人,用产品质量说话是久丰量具对自己的要求。产品以精密度高、质量可靠、价格合理、生产周期短和竞争,赢得了广大客户的信赖和赞誉。