

 福建大理石划线平台加工|久丰量具生产大理石床身构件
福建大理石划线平台加工|久丰量具生产大理石床身构件
 广西划线平板定制厂家_泊头久丰量具订做划线平台
广西划线平板定制厂家_泊头久丰量具订做划线平台
 辽宁大理石平板平台订做|久丰量具定做大理石划线平台
辽宁大理石平板平台订做|久丰量具定做大理石划线平台
 辽宁铸铁平板厂家|泊头久丰量具铸铁T型槽平台
辽宁铸铁平板厂家|泊头久丰量具铸铁T型槽平台
 辽宁机床铸件生产厂家/泊头久丰量具定做机床床身
辽宁机床铸件生产厂家/泊头久丰量具定做机床床身
 上海大理石平板平台|泊头久丰量具|大理石平板平台
上海大理石平板平台|泊头久丰量具|大理石平板平台
 河南机床铸件定制厂家-久丰量具订做大型灰铁铸件
河南机床铸件定制厂家-久丰量具订做大型灰铁铸件
 海南大理石平板订做/久丰量具大理石床身构件
海南大理石平板订做/久丰量具大理石床身构件
产品详情
欢迎来到泊头市 久丰量具制造有限公司!
- 全国服务热线:18301450246
- 移动版


铸铁平台生产厂家、大理石平板、大型铸件、T型...




产品价格面议
最小起订量:可售数量:


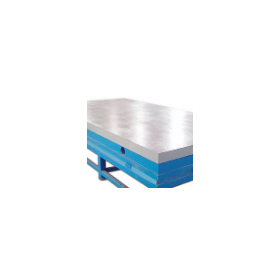
大型床身铸件特点:
1、床身底座采用一体式铸造工艺增加机床整体刚性。导轨采用高精度直线导轨殛拖板采用高精度滚珠丝杆传动。
2、高剐性主轴前后端采用精密主轴轴承组,配合质佳的跨距支撑以殛箱式主轴箱,使主轴具有高刚性和高速运转能力。
3、可报据客户要求加装动力头、上下料机械手、自动送料架。
4、自动集中润滑系统:可保证持续的导轨殛滚珠丝杆润滑。
 介绍机床铸件在浇注过程中的情况同时效处理
介绍机床铸件在浇注过程中的情况同时效处理
【一】、介绍大型大型机床铸件在浇注过程中的情况
(1)大型大型机床铸件的浇注温度一般控制在1350-1380之间比普通砂型的温度稍高。一方面为了防止由于铸造膜燃烧时产生的气体使铸件产生气孔或小孔。另一方面可以防止皮下气孔生成,不要认为V法铸型金属液流动阻力小,冷凝得慢,浇注温度稍低一些,本人以为这是错误的,只有浇注温度提升了,铸造膜的浇失速度提升,气孔相应减少还可以缩短浇注时间,使金属液尽快充满型腔防止出现塌箱现象。
(2)在浇注过程中,并非型腔内所有的铸造膜立即消失,只有金属液直接接触的区域以及毗邻的区域才能消失。为使砂型强度在铸造膜气孔消失短时间内金属液到达维持密封作用,应尽可能缩短浇注时间并且不断流。为了加快浇注速度,可增大内浇道设置。具体加大多少,要看铸件体积、大小、壁厚、重量来做决定。由此可见,平稳而快的浇注速度是铸件质量的确定。
机床铸件在床身的精加工过程中,机床由于切削导致主轴发热产生热变形,对较终的加工精度会造成影响。对于大型机床来说,由热变形引起的加工误差约占40~70%,由于热变形只能改进而不能去除,对于机床确定的情况下,一般只能通过控制机床的切削条件来达到稳定机床温度的目的,从而避免温度改变对加工精度的影响。机床是装备业中的主要产品,也是各行业普遍采用的加上设备。随着汽车、、以及业的整体发展,对机床产品的要求也越来越高,高精数控机床产品成为机床行业的主流,数控机床产品技术水平高。近几年,国内的数控机床自主研讨能力也不断提升,技术水平获得阶段性突破,与同行业的差距逐渐缩小。由于机床的结构件和许多主要部件都是以铸件为坯料的,因此大型机床铸件的好坏,对机床的质量、寿命、精度保持性都有重要的影响。
【二】、床身铸件的时效处理
床身铸件采用树脂砂浇口箱,防止浇注过程中因切断而造成模具坍塌,从而实现稳定的铸造。过滤网放置在门盒的底部。它有助于防止浇铸过程中对浇口的损坏,并起到滤渣的作用。床身铸件通常采用消失模铸造工艺。其优点是不需要拔模或设定拔模角度,使床身铸件壁厚分布均匀,外观整洁。
时效处理可以说是床身铸件铸造过程中的重要环节,其作用是提高床身铸件的使用性能。
钢铁是机械工业中应用广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。为使大型铸件有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺是不能少的。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
通过时效处理:
1、降低脆性,除掉或减少内应力,钢件淬火后存在很大内应力和脆性,如不及时回火往往会使钢件发生变形甚至开裂。
2、获得工件所要求的机械性能,工件经淬火后硬度高而脆性大,为了满足各种工件的不同性能的要求,可以通过适当回火的配合来调整硬度,减小脆性,所需要的韧性,塑性。
3、稳定工件尺寸。
4、对于退火难以软化的某些合金钢,在淬火(或正火)后常采用高温回火,使钢中碳化物适当聚集,将硬度降低,以利切削加工。
泊头市久丰量具有限(http://www.btjflj.com)主营多种不同型的落地镗床工作台、机床床身、大理石方尺产品行销各地,以诚待人,用产品质量说话是久丰量具对自己的要求。产品以精密度高、质量可靠、价格合理、生产周期短和竞争,赢得了广大客户的信赖和赞誉。